Технология производства пластиковых окон ПВХ шаг за шагом
В этой статье расскажем обо всех этапах изготовления пластиковых окон.
Не секрет, что любое производство начинается с закупки материалов и комплектующих. К тому же нужны полуфабрикаты. Поэтому технология изготовления пластиковых окон, как и любая другая, начинается с входного контроля.
Для всех комплектующих имеются соответствующие ГОСТы. Так, уплотнители должны соответствовать ГОСТ 30778-2001, фурнитура – ГОСТ 30777-2001, а профили, используемые для сборки окон ГОСТу 30673-99.
Что касается хранения материала, то он должен складироваться в помещении в нормальных условиях. Необходимо избегать попадания прямых солнечных лучей и не хранить вблизи отопительных приборов. Температура в производственных цехах не должна быть ниже +18 градусов, иначе при низкой температуре обработка пвх профилей может не дать должного качества.
Этапы производства пластиковых окон
Весь процесс изготовления пластиковых окон можно разделить на 11 этапов.
1 этап. На этом этапе происходит резка армирующего профиля. Для этого используют пилы для резки стального армирования с установленными на них абразивными отрезными кругами. В качестве альтернативы могут быть установлены диски для резки металла. Армирующий профиль режут под прямым углом. Заусенцы после распила снимают на наждачном круге.
2 этап. На втором этапе режется ПВХ профиль. Его режут двухголовочными или одноголовочными усорезными пилами. Импосты нарезают под углом 90 градусов, учитывая запас на сторону до 6мм в зависимости от системы профиля. Сами профили створок и коробки нарезают под углом 45 градусов с учетом припуска до 3мм на сторону для сварки.
В процессе резки базовые поверхности профиля прижимают к вертикальному упору и поверхности стола. Для этого используются струбцины. Однако, нужно быть осторожными, чтобы избежать деформации профиля.
3 этап. После того как ПВХ профиль нарезан происходит фрезерование водоотводных окон в нижних профиля коробки оконного блока на фрезерном станке с концевой фрезой. Диаметр фрезы должен быть не более 5 мм. Так же это можно сделать вручную с помощью электродрели со специально заточенным сверлом диаметром 5 мм. Для водоотводных окон обычно не превышает 25 мм.
Диаметр фрезы должен быть не более 5 мм. Так же это можно сделать вручную с помощью электродрели со специально заточенным сверлом диаметром 5 мм. Для водоотводных окон обычно не превышает 25 мм.
4 этап. На этом этапе происходит армирование профилей ПВХ. Армирующие профили обрезают по длине и вставляют в профиль ПВХ с помощью специального станка или вручную, используя ручную дрель.
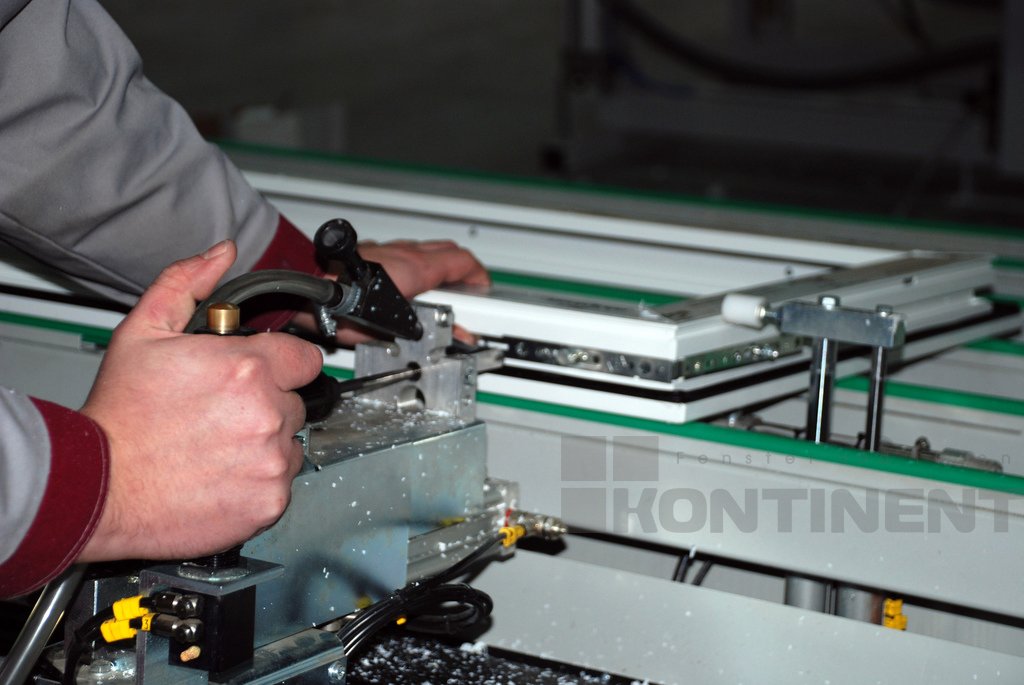
5 этап. После армирования сверлятся отверстия и фрезеруются пазы для фурнитуры на копировально-фрезерном станке. Так же при наличии электроинструмента и специальных насадок и приспособлений это можно сделать вручную.
6 этап. Процесс фрезерования торцов импостов фасонными фрезами с дальнейшей их сборкой и установкой фитингов. Перед установкой на торцы импоста наносят силиконовый герметик.
7 этап. Профили свариваются на специальном сварочном станке. Температура сварного ножа порядка 250 градусов.
8 этап. На восьмом этапе устанавливаются импост и подставочный профиль. Все это делается вручную на сборочном столе с использованием шуруповерта или электродрели.
Все это делается вручную на сборочном столе с использованием шуруповерта или электродрели.
9 этап. После импоста и подставочного профиля устанавливаются уплотнительные профили. Установка в паз начинается с середины пазов верхних горизонтальных профилей створок и рам. Уплотнитель устанавливается единым неразрывным контуром без растяжения. Концы уплотнителя склеиваются встык циано-акрилатным секундным клеем.
10 этап. Навеска фурнитуры. Для поворотной створки ставится основной запор, петли, угловые переключатели, средние запоры и дополнительный средний петлевой зажим. Для рамы устанавливаются ответные детали запорного механизма и петли. Для наклонно-поворотной створки устанавливается нижняя петля на створку, основной запор и угловые переключатели. Если узкая створка, то на нее ставят средний запор на створку и ножницы. Если створка широкая, то нижний средний запор, средний запор на створку и ножницы. На ответную раму устанавливаются верхние и нижние петли, ответная планка наклонно-поворотного механизма и по периметру ответные планки запорного механизма.
11 этап. Заключительный этап включает в себя резку штапика и установку стеклопакета в профильную систему (максимально плотно!). Внимание! Резка штапика должна быть с направляющими. Во избежания провисания створка со стеклопакетом должна образовывать жесткую конструкцию. После того, как штапики установлены пластиковой киянкой производится осадка части створки. Выполняется предварительная регулировка фурнитуры на стенде, а затем на месте уже после монтажа окна.
Этапы производства стеклопакетов
Чтобы современные окна имели отличные характеристики, производство стеклопакетов должно выполняться в строгом соответствии с технологическими стандартами. Основное требование к этим изделиям – абсолютная герметичность. Однако помимо этого существует еще ряд не мене важных критериев – стабильность форм, заявленная производителем звуко- и теплоизоляция, а также отсутствие конденсата на внутренней стороне стекол. Такого результата можно добиться только в том случае, если выполнять все нормативы в процессе производства.
Нюансы терминологии
Технология изготовления стеклопакетов для окон из пластика, евробруса и алюминия одинаковая. Вследствие этого не существует отдельное производство деревянных стеклопакетов и других их видов. К тому же в самом этом термине содержится смысловая ошибка, которая может ввести в заблуждение. Ведь ни в каком в стеклопакете нет деревянных деталей, а речь в данном случае идет об изготовлении стеклопакетов для деревянных окон.- различные виды стекла;
- металлические или пластиковые дистанционные рамки;
- герметики;
- инертный газ;
- поглотитель влаги;
- декоративные элементы – фьюзинг, полимеры, бевели и протяжки;
- энергосберегающие и звукоизоляционные покрытия.
Для изготовления стеклопакетов с подогревом используются дополнительные материалы и специальные технологии.Подробнее об этом уникальном продукте читайте на ОкнаТрейд.
 Подробнее об этом уникальном продукте читайте на ОкнаТрейд.
Подробнее об этом уникальном продукте читайте на ОкнаТрейд.
Этапы изготовления стеклопакетов
Благодаря автоматизации некоторых стадий этого процесса удалось добиться более высокого качества и сократить сроки изготовления стеклопакетов. Вся производственная процедура состоит из 7 этапов:- раскрой стекла;
- резка спейсеров – дистанционных рамок;
- мойка стекла;
- нанесение герметика;
- шлифовка краев стекла;
- первичная сборка;
- завершающая герметизация.
После выполнения всех перечисленных процессов стеклопакеты готовы к интеграции в оконные рамы.
Резка стекла
Одна из основных и самых важных процедур – резка стекла. Причем в этом процессе значение имеет не только точность, но и сохранение структуры раскраиваемого материала, а также обеспечение ровных краев разлома. Дело в том, что в процессе резки на стекле образуются микротрещины, которые имеют способность довольно быстро «самозалечиваться». В результате такой особенности, если замешкаться, можно допустить брак, поэтому при качественном раскрое разлом должен выполняться сразу же после разреза.
В результате такой особенности, если замешкаться, можно допустить брак, поэтому при качественном раскрое разлом должен выполняться сразу же после разреза.Сегодня этот процесс полностью автоматизирован, поэтому производителям стеклопакетов удалось повысить качество. Резка осуществляется на специальных форматно-раскроечных станках с ЧПУ и специальными воздушными подушками для листов стекла. Кроме того, для предотвращения сколов линия реза сразу же автоматически обрабатывается смазывающей жидкостью с низкой вязкостью. Благодаря этому существенно замедляется процесс «самозалечивания» стекла, и удается добиться идеально ровных разломов без сколов.
Подготовка дистанционных рамок
Одновременно с процессом резки стекла осуществляется подготовка дистанционных рамок, о видах которых можно узнать в обзоре на ОкнаТрейд. Поскольку дистанционные рамки изготавливаются путем предварительной резки профилей и последующей их сборки в цельный каркас или при помощи гибки, подготовительная процедура может отличаться в зависимости от выбора дистанционного профиля. В ходе сборки во внутренние полости спейсеров засыпается молекулярное сито – специальные поглощающие гранулы. К этому материалу предъявляется ряд требований:
В ходе сборки во внутренние полости спейсеров засыпается молекулярное сито – специальные поглощающие гранулы. К этому материалу предъявляется ряд требований:- способность впитывать исключительно влагу и инертность к другим содержащимся в воздухе веществам;
- подходящий диаметр гранул, который не позволит им высыпаться из отверстий в дистанционной рамке.
Изготовление стеклопакетов на этом этапе выполняется с тем учетом, чтобы стекла не запотевали изнутри в процессе эксплуатации окон. В процессе этого мероприятия важно правильно определить «точку росы», благодаря чему будет подобрано правильное количество поглотителя влаги.
При заказе стеклопакетов рекомендуется отдавать предпочтение моделям, изготовленным из дистанционных рамок с терморазрывом. Использование таких спейсеров позволяет устранить «мостики холода» в этой зоне оконной конструкции.
Мойка стекол
Мойка уже раскроенных стекол выполняется в специальной камере с применением деминерализованной воды.
Нанесение герметика
Эта кажущаяся простой процедура имеет принципиальное значение – если нарушить технологию ее выполнения, существует высокий риск разгерметизации стеклопакета. Составы на основе бутилов наносятся на поверхность спейсеров автоматическим или ручным способами. При этом второй вариант допускается только в том случае, когда производство стеклопакетов не носит массовый характер. В процессе нанесения принципиально важно, чтобы слой герметика был везде равномерным и составлял 3 мм.Шлифовка стекол
Перед выполнением непосредственного монтажа, чтобы снизить вероятность разрушения только что собранной конструкции, выполняется шлифовка стекол по периметру. Это мероприятие позволяет улучшить адгезию и обеспечивает страховку на то время, которое требуется для застывания герметика.
Первичная сборка
На этом этапе стекла соединяются с дистанционными рамками, на которые предварительно был нанесен герметик. Очень важно, чтобы связующий состав после сборки имел исключительно черный цвет. Ведь наличие белых пятен на герметике означает то, что его касались руками или стекло плохо помыли. Это негативно сказывается на качестве соединительного шва. Во избежание подобных ситуаций рабочие работают в перчатках и следят за чистотой стекол. После сборки конструкции укладывают под специальный пресс, где под давлением бутиловое покрытие проникает в структуру силикатной массы и обеспечивает надежное соединение.Стеклопакеты с белыми пятнами в местах склеивания стекол и дистанционных рамок не пригодны для установки и эксплуатации. Использование таких изделий может привести к быстрому снижению энергоэффективности окон и уровня шумопоглощения.
Завершающая стадия
Изготовление стеклопакетов для окон заканчивается этапом нанесения на боковые части конструкции второго слоя герметика. Процедура выполняется в температурном диапазоне 16-25°C при влажности воздуха не выше 50%. В качестве вторичного слоя могут быть использованы тиоколовые, силиконовые или полиуретановые герметики. Благодаря этому этапу обеспечивается сохранность первичной геометрии стеклопакетов в течение всего их гарантийного срока эксплуатации.
Процедура выполняется в температурном диапазоне 16-25°C при влажности воздуха не выше 50%. В качестве вторичного слоя могут быть использованы тиоколовые, силиконовые или полиуретановые герметики. Благодаря этому этапу обеспечивается сохранность первичной геометрии стеклопакетов в течение всего их гарантийного срока эксплуатации.Преимущества и отличия бесшовных окон от классических моделей
Современные пластиковые окна уже давно перестали быть редкостью, число владельцев жилой недвижимости, отдавших предпочтение конструкциям из ПВХ и оценивших все их достоинства, постоянно растет. Окна из ПВХ профиля стали привычным элементом нашей повседневности и воспринимаются как нечто целостное и неизменное. Однако оконный рынок постоянно совершенствуется, стремясь предложить потребителям более совершенные технологичные и эстетичные решения. Достойную конкуренцию окнам, к которым все так привыкли, могут составить бесшовные окна.Отличия бесшовных окон от традиционных моделей
Технология производства традиционных пластиковых окон
Стандартная технология производства предполагает наличие двух этапов сборки оконных рамы и створок. Отрезки ПВХ профиля соединяются друг с другом под прямым углом посредством сварки, в результате чего образуется сварочный шов – канавка, пролегающая между внешним и внутренним углом рамы. Как правило, ширина сварочного шва не превышает 4 мм., а глубина – 0,5 мм. Поскольку металл и пластик имеют различную температуру плавления, в канавке собираются излишки пластика, которые удаляются на втором этапе с помощью фрезеровки.
Отрезки ПВХ профиля соединяются друг с другом под прямым углом посредством сварки, в результате чего образуется сварочный шов – канавка, пролегающая между внешним и внутренним углом рамы. Как правило, ширина сварочного шва не превышает 4 мм., а глубина – 0,5 мм. Поскольку металл и пластик имеют различную температуру плавления, в канавке собираются излишки пластика, которые удаляются на втором этапе с помощью фрезеровки.Сразу после установки сварочный шов малозаметен, но в процессе эксплуатации окна в нем возможно скопление пыли, начинает привлекать внимание и нарушать гармонию оконной конструкции.
Таким образом, для покупателей, внимательных к деталям, сварочный шов немаловажный элемент в общем дизайне интерьера и конструкции окна.
Процесс изготовления бесшовных окон ПВХ
Процессы производства современных ПВХ окон непрестанно совершенствуются, обновляется производственное оборудование, передовые компании-производители отслеживают последние разработки в оконной сфере и своевременно модернизируют технологические линии. Внедрение оборудования для соединения оконных профилей по бесшовной технологии позволяет добиться стыков, сварочный шов которых по ширине не превышает 0,3 мм. Такое соединение не требует фрезеровки и, следовательно, дополнительных манипуляций.Суть технологии состоит в том, что края стыкуемых отрезков профиля подвергаются интенсивному нагреву по ломаной линии, а не вдоль плоскости соединения. Благодаря такой методике удалось в почти в два раза увеличить общую протяженность нагрева и площадь соединяемых поверхностей. Предварительно осуществляется обработка кромок деталей, призванная исключить вероятность появления излишков пластика на поверхности, они «выходят» во внутренних камерах профиля, что гарантирует прочность и надежность сварного соединения профилей и отсутствие последующей процедуры обработки шва.
Полная автоматизация процесса изготовления полностью исключает возможность появления брака, вызванного человеческим фактором.
Преимущества бесшовных окон
Практически незаметный стыковочный шов делает окно визуально более гармоничным и завершенным. Конечно, шов все-таки присутствует, но его размеры не бросаются в глаза, а при последующей эксплуатации за ним будет проще ухаживать.Если раньше отличить ламинированные окна от конструкций из натурального дерева можно было по наличию разрывов ламинирующей пленки в местах стыков, то теперь это затруднительно сделать неискушенному человеку. Метод бесшовного соединения делает окно единой монолитной конструкцией.
Использование бесшовной технологии для изготовления окон незначительно сказывается на их стоимости для конечного покупателя, а внешний вид изделий существенно выигрывает от отсутствия обработанных на углах рам и створок швов.
Использование коэкструдированного уплотнителя в процессе утепления бесшовных окон позволяет избежать утолщения угловых соединений после сварки. Этому материалу не страшны высокие температуры, он не деформируется во время работ, что обеспечило более плотное прилегание оконных створок при закрывании – важный фактор для достижения высоких показателей теплоизоляции.
Прочность и надежность сварочных швов, сделанных по новой методике, делает оконные конструкции устойчивыми к резким перепадам температуры и различным механическим воздействиям.Бесшовные окна, обладая всеми положительными характеристиками современных конструкций из ПВХ, будут радовать глаз даже самого взыскательного потребителя.
Технология производства окон: Изготовление металлопластиковых окон
Огромное количество различных профильных систем, отличающихся геометрией, толщиной стенок, количеством и расположением камер, белые или цветные, с покрытием лицевых поверхностей акрилом, краской, пленкой, различными накладками, поставляемых уже с протянутым уплотнением или без него, в сочетании с различными типами и производителями фурнитуры накладывают свои особенности при работе с данным конкретным профилем. Работа с каждым конкретным артикулом профиля регламентируются в папках переработчика.
Работа с каждым конкретным артикулом профиля регламентируются в папках переработчика.
Производители оборудования для ПВХ окон в свою очередь стремятся изготавливать универсальное и многофункциональное оборудование, которое помимо основной технологической операции может выполнять и ряд других операций. Эти операции реализуются путем внесения изменений в конструкцию станка либо в качестве опций к станку.
Фирмы, перерабатывающие ПВХ профиль и имеющие в своем составе оборудование для изготовления пластиковых окон, встречаются на рынке наиболее часто. Рассмотрим основные этапы изготовления окон ПВХ. (Очередность этапов может изменяться в зависимости от оборудования, установленного на производстве, либо самой организации производства.)
1. Резка ПВХ профиля
На первом этапе в соответствии с листом задания производится рез ПВХ профиля из хлыстов на заготовки расчетной длины. Длина заготовки учитывает габарит будущей конструкции с учетом последующей фрезеровки или сварки. Для прямоугольного окна, рамы и створки нарезают под углом 45˚, импост (вертикальный элемент окна, разделяющий оконный или дверной проем) нарезают под углом 90˚. Для этой операции используются одноголовые, двухголовые пилы, пильные или пильно-обрабатывающие центры. Некоторые станки имеют возможность пилить сразу два профиля одновременно.
Для прямоугольного окна, рамы и створки нарезают под углом 45˚, импост (вертикальный элемент окна, разделяющий оконный или дверной проем) нарезают под углом 90˚. Для этой операции используются одноголовые, двухголовые пилы, пильные или пильно-обрабатывающие центры. Некоторые станки имеют возможность пилить сразу два профиля одновременно.
Профиль должен быть надежно зафиксирован, но при этом необходимо избегать его деформации. Для этого этапа значимыми показателями являются точность длины распила, точность угла распила в вертикальной плоскости и точность распила под углом 45˚. Для этой операции наиболее высокотехнологичными и высокопроизводительными являются пильные или пильно-обрабатывающие центры. Они имеют в своем составе от одного до трех пильных дисков диаметром до 650 мм. Некоторые модели могут резать ПВХ профиль под различными углами, отличными от 45˚ и 90˚. Эти станки позволяют загружать на входной магазин до 12 хлыстов профиля и резать его с учетом оптимизации.
Для удаления стружки и обрезков из зоны реза служат транспортеры и аспирационные установки. На отпиленную заготовку может приклеиваться этикетка или наносится информация лазерным принтером с информацией о заготовке и штрих-кодом.
На отпиленную заготовку может приклеиваться этикетка или наносится информация лазерным принтером с информацией о заготовке и штрих-кодом.
2. Резка стального армирования
На втором этапе, который осуществляется параллельно первому, происходит распил стального армирующего профиля. Этот профиль необходим для установки внутрь предназначенной для него камеры ПВХ профиля с целью усиления будущей конструкции окна. В качестве альтернативы армирующему профилю экструдируются профили ПВХ с композитом или стекловолокном в качестве усиления конструкции окна.
Армирующий профиль нарезается одиночно или пачкой, в размер или с шагом. Для распила используются дисковые или ленточные пилы, гильотины или центры плазменной резки. Центр плазменной резки позволяет не только нарезать армирование, но и вырезать в металле пазы и личинки под замок.
3. Обработка дренажных и вентиляционных отверстий
Окно защищает нас от дождя и сильных морозов, ветра и влаги, оно постоянно подвержено климатическим изменениям, перемене температур и влажности.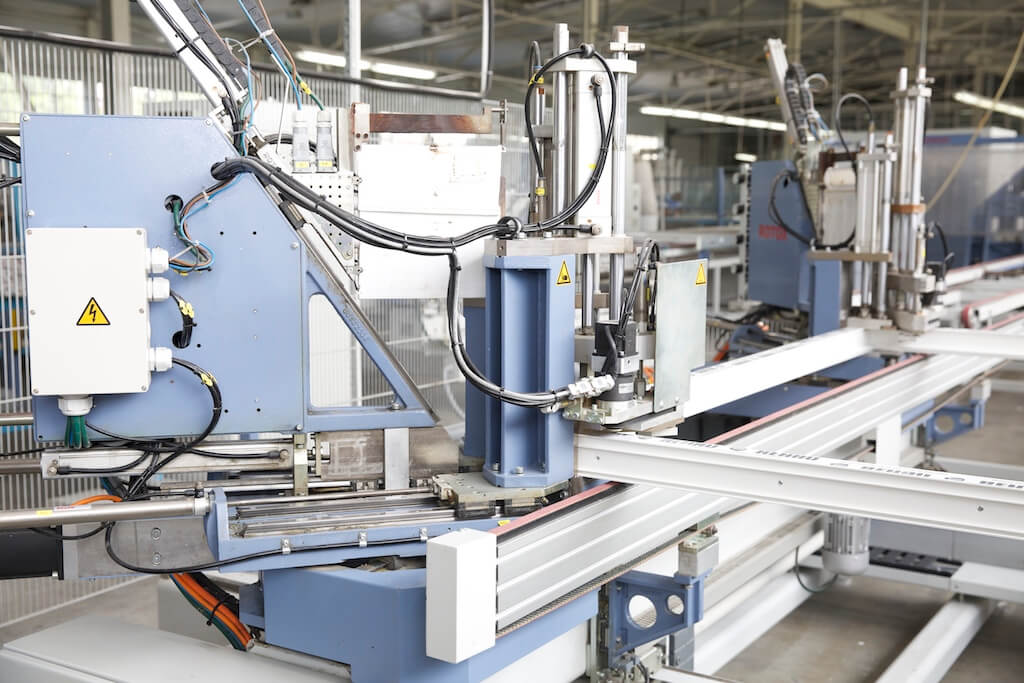 Скопление влаги или протечек через уплотнители губительно для окна или вообще может привести к его разрушению, если скопившаяся вода замерзнет внутри и разрушит профиль.
Скопление влаги или протечек через уплотнители губительно для окна или вообще может привести к его разрушению, если скопившаяся вода замерзнет внутри и разрушит профиль.
Сам ПВХ профиль имеет сложную геометрию с камерами внутри. Количество камер и толщина профиля обуславливают его тепло- и шумоизоляционные характеристики. Чтобы обеспечить надежное удаление влаги из полости профиля или между рамой и створкой необходимы дренажные и компенсационные отверстия. Для этого на этапе фрезерования в ПВХ профиле делаются специальные водоотводящие и вентиляционные пазы, которые позволяет воде стекать из нижней части створки на раму и далее наружу. Для этой операции используются дренажные станки, обрабатывающие или пильно-обрабатывающие центры.
При использовании в составе производства пильно-обрабатывающего центра операция фрезерования является первой, а распил профиля второй операцией. Для этого этапа важными показателями является точность и глубина фрезерования с целью исключения вскрытия других камер в ПВХ профиле.
Обрабатывающий модуль центра обработки или пильно-обрабатывающего центра позволяет фрезеровать не только стандартные дренажные и компенсационные отверстия, но и делать отверстие под личинку замка, паз под замок, наносить маркеры для последующей установки ответных планок, фрезеровать отверстия под приточную вентиляцию. Обрабатывающий модуль может состоять из одной или нескольких рам с установленными инструментами. Если в таком центре установлено несколько обрабатывающих рам, то они могут производить операции фрезерования одновременно и независимо друг от друга.
Обрабатывающий модуль
4. Обработка торцов импоста
Следующей операцией является фрезерование торцов импоста. Импост – вертикальный элемент окна, разделяющий оконный или дверной проем. Торцы импоста фрезеруются специальными наборными фрезами, которые повторяют контур профиля, к которому стыкуется импост, для их плотного прилегания. Для этих целей используется импостной станок, одноголовый или двухголовый, с возможностью фрезерования нескольких импостов одновременно с одной стороны или модуль фрезерования в пильно-обрабатывающем центре.
Фрезерование импоста
Готовое окно испытывает множество нагрузок: шквалистый ветер, дождь, температурные расширения, вес самого окна со стеклопакетами, а при открытии створки, на раму окна оказывается усилие от веса створки.
5. Крепление армирующего профиля
С целью усиления и сохранения геометрии профиля при температурных расширениях в нарезанные и отфрезерованные заготовки вставляется металлическое армирование. Армирование вставляется в специальную камеру внутри пластикового профиля. Металлическое армирование по длине меньше чем заготовка примерно на 10-30 мм. Это расстояние необходимо для последующей сварки заготовок.
Армирование вставляется в заготовку вручную или про помощи манипулятора и далее свинчивается с ПВХ профилем. Заготовки свинчиваются специальными шурупами с буром при помощи ручного шуруповерта, шуруповерта с автоматической подачей шурупов или в обрабатывающем центре.
Автоматизированные центры свинчивания и доработки в металле имеют в своем составе от одного до трех свинчивающих устройств одновременно. Кроме этого в этих центрах осуществляется сверление под ручку на створке через металл, сверление под импост или сверление под дюбеля. Шуруповерты для свинчивания могут иметь воздушный или электропривод.
Кроме этого в этих центрах осуществляется сверление под ручку на створке через металл, сверление под импост или сверление под дюбеля. Шуруповерты для свинчивания могут иметь воздушный или электропривод.
Центр свинчивания и обработки металла
6. Сверление отверстий под ручку
Следующей операцией является сверление отверстий под ручку и фрезерование фурнитурного паза, если он до этого не фрезеровался. В некоторых случаях сочетание профиля и армирования позволяет избежать операции сверления через армирующий профиль, и такие отверстия сверлятся только в ПВХ профиле.Эти операции производятся на копировально-фрезерном станке или обрабатывающем центре.
Копировальный узел ручного станка при помощи шаблона позволяет изготавливать в профиле отверстие под личинку замка, паз под замок. Выпускаются станки, которые делают только две операции, но в автоматическом режиме: сверление под ручку и одновременное фрезерование фурнитурного паза.
7. Сварка профиля
На следующей стадии из заготовок рам и створок формируется периметр будущего окна. Для этого процесса используются сварочные машины, которые имеют в своем составе одну, две или четыре сварочные головы. Есть специфические машины, в которых количество сварочных голов может быть 3 или 5. Соответственно, за один цикл одноголовочная сварка сварит только один угол, двухголовочная два угла и четырехголовочная четыре угла. Каждая сварочная голова имеет в своем составе нагревательное зеркало.
Для этого процесса используются сварочные машины, которые имеют в своем составе одну, две или четыре сварочные головы. Есть специфические машины, в которых количество сварочных голов может быть 3 или 5. Соответственно, за один цикл одноголовочная сварка сварит только один угол, двухголовочная два угла и четырехголовочная четыре угла. Каждая сварочная голова имеет в своем составе нагревательное зеркало.
Температура на этих зеркалах поддерживается в районе 250˚С. Зеркало имеет антипригарное покрытие или к этому зеркалу прикрепляется или приклеивается специальная тефлоновая пленка.
Цикл сварочной машины можно разделить на укладку профиля, позиционирование, разогрев, непосредственно пайку и остывание спаянного профиля.
При разогреве ПВХ профиль плавится в том месте, где он прижат к нагревательному элементу. Затем нагревательный элемент быстро убирается, а углы профиля стыкуются между собой. При такой технологии в плоскости сваривания образуется сварной шов, так называемый наплав, который портит вид сваренной конструкции.
8. Зачистка и фрезерование углов
Следующим этапом является зачистка углов сваренного профиля от наплава. Для этих целей используются зачистные станки. Станки бывают ручные, с пневматическими агрегатами, с ЧПУ-управлением. Эти станки могут быть отдельностоящими или в составе линии вместе со сварочной машиной.
В настоящее время есть всего лишь одно революционное решение, которое позволяет полностью отказаться от зачистной машины. Эта технология получила в народе название «бесшовные окна», хотя правильней было бы назвать эту технологию сваркой без необходимости последующей зачистки.
9. Установка фурнитуры
Сваренные и зачищенные рамы и створки поступают на монтажные столы, на которых происходит установка импостов по разметке или сверлениям, установка подставочного профиля, устанавливается уплотнитель. На раму устанавливают верхние и нижние петли, ответные планки запорного механизма. На створку устанавливают основной запор, угловые переключатели, ножницы.
Для сборки рам и створок используются монтажные столы, ручной пневматический и электрический инструмент, обрубочные пресса, клеи, герметики, рамные станции для сверления под петли, фурнитурные станции для обрубки, установки и привинчивания фурнитуры на створку.
На производствах с высокой степенью автоматизации есть автоматические фурнитурные станции, которые сами устанавливают фурнитуру, либо станции, на которых установка фурнитуры происходит в ручном режиме, а привинчивание фурнитуры к створке осуществляется автоматическими шуруповертами.
Фурнитурная станция, где оператор устанавливает фурнитуру и далее она свинчивается в автоматическом режиме
10. Резка штапика
На оставшихся этапах происходит нарезка штапика для фиксации стеклопакетов. Для этого используются специальные пилы с ручной или автоматической подачей, с двумя или четырьмя дисками, два из которых основные и два для подрезки основания штапика. Необходимый размер штапика берется либо из расчетной программы, либо замеряется по месту.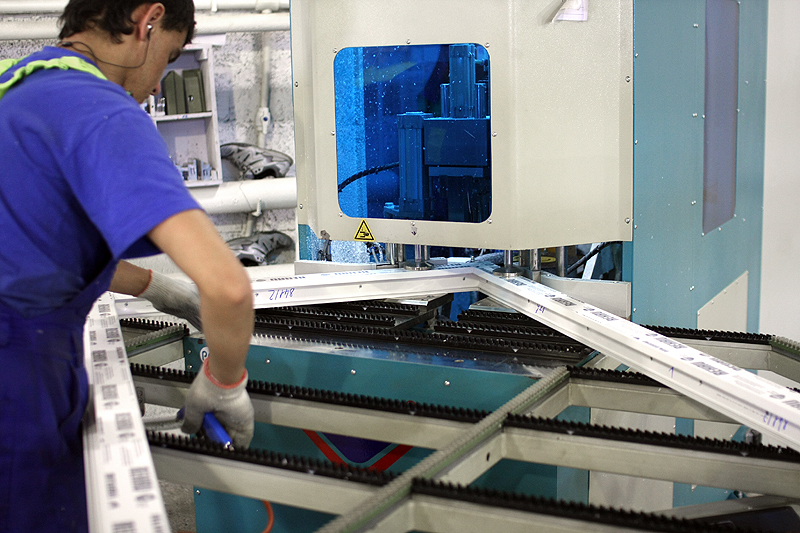 Такие пилы пилят сразу по два штапика под углом в 45˚.
Такие пилы пилят сразу по два штапика под углом в 45˚.
11. Остекление
На заключительном этапе происходит сборка и контроль сборки окна ПВХ. На вертикальном стенде остекления либо на вертикальных рольгангах, вертикальная ось которых отклонена назад для удобства и безопасности оператора происходит навешивание створок на рамы, установка стеклопакетов, их подгонка при помощи вставок, крепление штапиков, подгонка фурнитуры и проверка работы всех элементов окна. Стенд остекления имеет специальные упоры, которые сжимают раму, имитируя нахождения ее в проеме сооружения. После этого оператор при помощи съемной ручки проверяет работу поворотных или поворотно-откидных механизмов. Собранное окно проверяется на чистоту, при необходимости упаковывается и поступает на склад для отгрузки заказчику.
Помимо станков, рассмотренных в данной статье, есть еще специализированные станки, например, для фрезеровки пластика под протянутым уплотнением для исключения формирования наплава в месте сварки при использовании протянутого уплотнения. Есть специальные станки для работы с нестандартными конструкциями, многофункциональные станки, которые могут вваривать импост, сверлить отверстия под импост во время сваривания, сверлить отверстия под петли во время зачистки профиля и т.д.
Есть специальные станки для работы с нестандартными конструкциями, многофункциональные станки, которые могут вваривать импост, сверлить отверстия под импост во время сваривания, сверлить отверстия под петли во время зачистки профиля и т.д.
Надеемся наша статья помогла Вам лучше понять конструкцию, элементы окна и технологию его производства.
Технология производства окон: Изготовление стеклопакетов© FIMTEC
Технология изготовления пластиковых окон
20 Aug 2015 Время прочтения: 3 минуты
Производство пластикового окна начинается с выбора профиля. В отличие от деревянных окон, при изготовлении пластиковых окон используются не сплошные бруски, а полые многокамерные пластиковые профили, которые различаются конструктивно. Главное их отличие друг от друга это число воздушных камер. Таких камер в профилях может быть от двух до семи.
Производителям профили поставляются обыкновенно стандартной длины – 6 м, уложенными на палетах, и далее процесс изготовления окон осуществляется по следующей схеме.
Изготовление пластикового окна начинается с резки пластикового профиля.
Затем в профиль вставляется металлический усилитель, то есть производится его армирование, позволяющее упрочнить конструкцию и улучшить эксплуатационные качества окна.
На следующем этапе производства профили оконной рамы и створок свариваются между собой, образуя замкнутую раму или створку. Сварные швы обязательно тестируются на прочность и соответствие требованиям безопасности строительных стандартов.
Далее в раму и створки устанавливается уплотнитель, который помогает обеспечить одно из главных свойств пластикового окна — его герметичность.
На следующем этапе изготовления пластикового окна устанавливается оконная фурнитура, механизмы открывания и петли с запорами. Тут многое зависит от выбора клиента, помимо способа открывания створок (поворотный или поворотно-откидной), можно выбрать также дополнительные возможности окна. Это такие функции как микропроветривание, многоступенчатое проветривание, противовзломный запор, усиленный механизм запирания, усиленные петли.
После установки фурнитуры в окно вставляют стеклопакет, который удерживается в нем штапиками. Стеклопакеты могут быть обычными, одно- или двухкамерными, и с дополнительными возможностями, например, с повышенной теплоизоляцией, звукоизоляцией. Штапиками называются тонкие пластиковые профили, с помощью которых стеклопакет крепится в раме. Они вставляются в пазы профиля рамы со стороны помещения. Во время доставки и установки пластиковых окон стеклопакеты из рамы и створок вынимаются посредством извлечения как раз этих самых штапиков.
Вам будет это интересно
Технология производства пластиковых окон пвх.
- Резка профиля.
На начальном этапе сборки пластиковых окон осуществляется резка армирующего и ПВХ профилей. Качество выпускаемых оконных конструкций напрямую зависит от качества выполнения резки на данном этапе. При резке ПВХ и армирующих профилей особое внимание обращать на распположение базовых поверхностей профилей на станине.
Резка пластикового профиля. Профиль створки и рамы режутся на пиле с двух сторон под углом 45′. Такие детали, как импост, эркеры, подставочные профиля и другие, согласно бланка заказа нарезаются под углом 90′. Если на Вашем производстве за одну смену выпускаются более 30 окон, то для удобства и повышения производительности лучше иметь два пильных станка(створки и рамы нарезать на двухголовой пиле под углом 45гр., профили- на одноголовой под углом 90гр.. Все размеры заготовок должны соответствовать технической документации поставщика ПВХ профиля, с учетом припуска на сварку в пределах 2,5-3 мм на каждую сторону. - Резка армирующего профиля. Согласно технической документации резка профиля происходит под углом 90′ на отрезной пиле по металлу.
- Все заготовки армирующего и ПВХ профилей комплектуют в специальные тележки.
- Фрезерование дренажных каналов.
Для избавления оконных систем от излишней влаги, необходимо на коробке, створке и импосте сделать дренажные каналы.
Водоотвод проделывают в следующих трех направлениях: Расположение дренажных каналов должно соответствовать требованиям ГОСТ 30674-99.
1. Со стороны стеклопакета под углом
2. На нижней части внешней камеры створки
3. На лицевой стороне рамы.
Дренажные отверстия фрезеруются на дренажном станке или с помощью пневматических приспособлений. - Крепление металлического профиля в пластиковом.
В соответствии с маркировкой на профиле, в центральную камеру заготовки ПВХ осуществляется установка армирующего профиля. Данная операция выполняется вручную с помощью ручной дрели или винтоверта(на малых производствах) или на специальном станке. Армирование производится с помощью саморезов с бурголовкой 3,9 х 16(3,9 х 19) мм. Расстояние между саморезами должно соответствовать технической документации поставщика профиля.
- Фрезерование отверстий под элементы фурнитуры и европаз створки.
Для того, чтобы установить элементы фурнитуры и ручки, в профиле створки необходимо сделать соответствующие отверстия на специальном копировально-фрезерном станке.
На станке тремя сверлами делают тройные отверстия специально под ручку(см. фото), а под замок основного запора верхней фрезой фрезеруют по шаблону прямоугольное отверстие. - Фрезерование торцов импоста.
Производится на импостовом станке. Для установления импоста в профиль коробки(раму) или створку необходимо обработать края заготовки импоста соответствующим образом. Фрезерование торцов импоста проходит при помощи фасонных фрез, которые придают торцу импоста контур для установки в профиль коробки или створку. Поставщиком профиля импостовая фреза предоставляется бесплатно. Установка импоста к раме или створке производится с помощью механических соединителей.
- Сварка рамного профиля и профиля створки.
Самый ответственный этап в производстве ПВХ окон. На данном этапе заготовки сваривают в единую конструкцию на сварочном станке. Процесс сварки профилей выглядит следующим образом: устанавливается профиль на станке с помощью специальных цулаг, которые должны быть установлены на станке жестко и неподвижно, затем станок нагревает свариваемые поверхности профилей, потом нагретые поверхности профилей смыкают и происходит остывание.
. Чистота нагревательного элемента станка- гарантия качества сварного шва. Сварочный станок должен быть корректно настроен по временным и температурным параметрам, а также по давлению сжатия профилей. Настройка сварочного станка должна производиться специалистом. Поставщиком профиля предоставляется техническая документация по режимам сварки. - Зачистка рамного профиля и профиля створки.
Наплав сварного шва, образовавшийся в результате сварки профиля, необходимо удалить на зачистном станке. На станке срезают наплав с лицевых поверхностей профиля с помощью ножей, а фасонными фрезами обрабатывают торцевую поверхность профиля. Зачистка таким образом осуществляется с трех сторон. Необходимо учесть, что под каждый профиль требуется своя фреза.
- Ручные операции о сборке оконной конструкции.
После зачистки сваренного профиля в раму и створку устанавливаются импосты, к нижней части рамы закрепляют подставочный профиль.
Затем зачищаются пазы под уплотнения, после чего в пазы устанавливают уплотнительную резину, устанавливают фурнитуру. Вся необходимая техническая документация по установке фурнитуры и шаблоны предоставляются продавцом фурнитуры. После того, как на оконный профиль установлена фурнитура, устанавливают створку на раму, а также фальцевые вкладыши и прокладки под стеклопакет. - Резка штапика.
Штапик необходим для крепления в раме или створке стеклопакета. Операция стандартная и выполняется при помощи измерительной штанги. На малых цехах резку штапика обычно производят на маятниковой пиле, что очень неудобно.
После установки стеклопакета в раму или створку, в специальные пазы забивают штапик. Данную операцию удобно выполнять на стенде остекления.
 Все размеры заготовок должны соответствовать технической документации поставщика ПВХ профиля, с учетом припуска на сварку в пределах 2,5-3 мм на каждую сторону.
Все размеры заготовок должны соответствовать технической документации поставщика ПВХ профиля, с учетом припуска на сварку в пределах 2,5-3 мм на каждую сторону. Расположение дренажных каналов должно соответствовать требованиям ГОСТ 30674-99.
Расположение дренажных каналов должно соответствовать требованиям ГОСТ 30674-99. На станке тремя сверлами делают тройные отверстия специально под ручку(см. фото), а под замок основного запора верхней фрезой фрезеруют по шаблону прямоугольное отверстие.
На станке тремя сверлами делают тройные отверстия специально под ручку(см. фото), а под замок основного запора верхней фрезой фрезеруют по шаблону прямоугольное отверстие. . Чистота нагревательного элемента станка- гарантия качества сварного шва. Сварочный станок должен быть корректно настроен по временным и температурным параметрам, а также по давлению сжатия профилей. Настройка сварочного станка должна производиться специалистом. Поставщиком профиля предоставляется техническая документация по режимам сварки.
. Чистота нагревательного элемента станка- гарантия качества сварного шва. Сварочный станок должен быть корректно настроен по временным и температурным параметрам, а также по давлению сжатия профилей. Настройка сварочного станка должна производиться специалистом. Поставщиком профиля предоставляется техническая документация по режимам сварки. Затем зачищаются пазы под уплотнения, после чего в пазы устанавливают уплотнительную резину, устанавливают фурнитуру. Вся необходимая техническая документация по установке фурнитуры и шаблоны предоставляются продавцом фурнитуры. После того, как на оконный профиль установлена фурнитура, устанавливают створку на раму, а также фальцевые вкладыши и прокладки под стеклопакет.
Затем зачищаются пазы под уплотнения, после чего в пазы устанавливают уплотнительную резину, устанавливают фурнитуру. Вся необходимая техническая документация по установке фурнитуры и шаблоны предоставляются продавцом фурнитуры. После того, как на оконный профиль установлена фурнитура, устанавливают створку на раму, а также фальцевые вкладыши и прокладки под стеклопакет.Затем регулируется фурнитура, после чего ПВХ окно готово к монтажу.
Нормативная документация
ГОСТ 30674-99. Блоки оконные из поливинилхлоридных профилей. Технические условия.
Технические условия.
BBC News — Чума пластиковых окон?
Пластиковые окна и двери выглядят неуместно
English Heritage запускает исследование, чтобы помочь защитить официальные заповедники, и одной из его целей является замена окон с деревянными створками на «чуму пластиковых». Так что же, если использовать ПВХ в старинном доме?
Если предприимчивый агент по недвижимости показывает вам дом в викторианском стиле, он часто наматывает список исторических особенностей, которые, по их мнению, помогут вам влюбиться, а им — получить их комиссионные.
Вы услышите «камин, карнизы, потолочные розетки, перила, обшитые панелями двери», каждое из которых произносится голосовыми тонами, обычно связанными с рекламой шоколада. Но предметом сопротивления агента часто являются «оригинальные створчатые окна», поставленные с вербальной оборкой.
Створки окон могут быть дорогими в ремонте и очень дорогими для замены |
Но, по словам Криса Вуда, руководителя отдела консервации и исследований зданий English Heritage, на эту особенность периода в течение 20–30 лет шла атака.
«Продавцы двойных стеклопакетов сделали большой маркетинговый ход, чтобы указать на преимущества. Многие люди выбирают простой вариант их замены».
На смену, как правило, приходят стеклопакеты с пластиковыми рамами, которые знатоки с презрением называют общим термином uPVC.
Но это, согласно английскому наследию, портит внешний вид более 9000 заповедных зон Англии — территорий, официально признанных исторически важными с архитектурной точки зрения.
С одной стороны, створчатые окна имеют рамы из высококачественной, медленно выращиваемой древесины хвойных пород, привезенной в XIX веке из балтийских лесов. Окно с створкой обычно состоит из двух рам, или створок, с любым количеством оконных стекол от одной до полудюжины или более. Они скользят в корпусе окна, в то время как они стабилизируются грузами створки, прикрепленными к шнурам и спрятанными в корпусе окна.
С другой стороны, у вас есть современные пластиковые окна, которые обычно открываются на шарнире. Это очень разные звери. Как и другие модификации, пластик выглядит неуместно рядом с более старыми материалами.
Это очень разные звери. Как и другие модификации, пластик выглядит неуместно рядом с более старыми материалами.
Двустворчатые окна помогают сохранить исторический вид |
«Мы очень поощряем людей выполнять работу с использованием соответствующих материалов», — говорит г-н Вуд. «Если вы начнете менять материалы, они станут совсем другими».
Конечно, для многих створчатые окна — дорогая роскошь. Вы можете переехать в старинный дом, обнаружить, что рамы или футляр сгнили, и получить у столяра смету на ремонт.
«Это может стоить денег», — говорит г-н Вуд. «Я видел, как работы выполнялись очень дешево и с большими затратами». По его словам, важно помнить, что ремонт зачастую дешевле, чем замена на ПВХ.
Но, возможно, еще более серьезной критикой в 21 веке является окружающая среда.
Все представители Государственного фонда энергосбережения «Друзья Земли» поддерживают использование окон с двойным остеклением для предотвращения утечки тепла из домов и, следовательно, сокращения выбросов углерода. Доверие утверждает, что если бы каждый в Великобритании, кому нужно было установить двойное остекление, получил бы это, 700 миллионов фунтов стерлингов в год были бы сэкономлены, что эквивалентно выбросам CO2 около 740 000 домашних хозяйств.
Доверие утверждает, что если бы каждый в Великобритании, кому нужно было установить двойное остекление, получил бы это, 700 миллионов фунтов стерлингов в год были бы сэкономлены, что эквивалентно выбросам CO2 около 740 000 домашних хозяйств.
Но экологи не собираются сдаваться без боя. Г-н Вуд говорит, что есть множество способов уменьшить потери тепла так же сильно, как с окнами с двойным остеклением.
Это, пожалуй, самые фотографируемые створчатые окна в Англии |
Первым делом зачистка сквозняков.Полоски щеток прикреплены к двум рамкам, так что в закрытом состоянии они образуют лучшее уплотнение. Резина или силикон доступны в качестве более дешевой альтернативы.
Второй проспект дешевле — закрой шторы. С тяжелыми шторами или ставнями, которые полностью закрывают окна, потеря тепла может быть такой же, как и с открытым двойным остеклением.
Третий метод заключается в установке вторичного остекления, по сути, формы двойного остекления, обеспечиваемого блоком на внутренней стороне окна.
Двойное остекление в стиле створок в современном стиле, но компания English Heritage считает, что это обычно не выглядит уместным.
Наряду с проблемой внешнего вида, тем, кто находится в заповедниках, следует помнить о законе. Если у вас есть створчатые окна, а в вашем местном совете есть так называемая «статья четырех направлений», вы должны получить разрешение на строительство, чтобы заменить их пластиковыми окнами. В здании, внесенном в список, вы должны иметь разрешение на строительство.
Конечно, для многих домовладельцев причина сохранения окон не является ни консервационной, ни юридической, а чисто финансовой. Кто хочет лишить агента по недвижимости части сопротивления, когда они пытаются перенести ваш дом?
Вот некоторые из ваших комментариев.
Я полностью согласен с English Heritage. Эти пластиковые окна и двери игрушечного городка выглядят просто ужасно. Правильное деревянное окно или дверь не только выглядит лучше, но и при правильном уходе может служить бесконечно долго. С другой стороны, ПВХ прослужит максимум 25 лет, если вам повезет. Можно сказать, что окна из ПВХ более энергоэффективны, но как насчет экологического ущерба, наносимого их производством и слишком преждевременной утилизацией? Пластик может быть использован в детских игрушках и некоторых предметах домашнего обихода, но не в доме.
С другой стороны, ПВХ прослужит максимум 25 лет, если вам повезет. Можно сказать, что окна из ПВХ более энергоэффективны, но как насчет экологического ущерба, наносимого их производством и слишком преждевременной утилизацией? Пластик может быть использован в детских игрушках и некоторых предметах домашнего обихода, но не в доме.
Джонатан Хав, Линкольн
Если бы окна из ПВХ были доступны первоначальному строителю, они бы использовали их. Они значительно улучшают старые типы окон по всем параметрам (долговечность, защита от сквозняков, энергоэффективность и т. Д.). Никто не может меня убедить, что они не были бы установлены изначально, будь они в наличии.
Джон, Уилтс
Как правило, English Heritage и BBC публикуют устаревшие комментарии по окнам из ПВХ. Промышленность ПВХ-U за последние пять лет вложила значительные средства в производство современных окон и дверей, которые ближе всего повторяют окна старого стиля.Такие инновации, как белая имитация дерева и цветная пленка, полностью повторяют деревянные рамы. В настоящее время широко используются композитные двери с эффектом текстуры дерева. Изображения, использованные для иллюстрации этой статьи, устарели и показывают продукты из ПВХ раннего поколения, которые теперь заменены гораздо более симпатичными окнами и дверями.
В настоящее время широко используются композитные двери с эффектом текстуры дерева. Изображения, использованные для иллюстрации этой статьи, устарели и показывают продукты из ПВХ раннего поколения, которые теперь заменены гораздо более симпатичными окнами и дверями.
Джон Коуи, Windows Active Magazine, Рикмансворт
Я терпеть не могу окна из ПВХ, они полностью портят внешний вид. Экологические аргументы для них также ошибочны; фунт за фунт, вы сэкономите больше денег и сократите выбросы CO2 на большее количество с лучшей изоляцией крыши (помните о повышении температуры) и некоторыми приличными шторами.Кроме того, НПВХ — это искусственный пластик, производство которого наносит огромный ущерб планете, в то время как створчатые окна могут быть сделаны из искусственного леса, где вы фактически уменьшаете загрязнение (деревья улавливают CO2 по мере роста, а затем хранится в ваших окнах)! К тому же створчатые окна, за которыми ухаживают, служат дольше, так как со временем ПВХ становится ужасным.
Дэвид, Кент, Великобритания
В статье не затрагиваются экологические проблемы, но не упоминаются значительные экологические преимущества деревянных окон перед пластиковыми.Деревянные окна, будь то створки, створки или окна любого другого стиля, можно отремонтировать, и они могут прослужить более 100 лет, в то время как пластиковые окна разрушатся, не подлежат ремонту и часто имеют срок службы всего 20 лет.
А когда пластиковые окна нуждаются в замене, старые часто оказываются на свалках, где НПВХ является одним из самых неприятных и вредных для окружающей среды веществ. Хотя они могут быть переработаны, очевидно, что это требует большего потребления энергии. Лучшим вариантом как для нашей искусственной, так и для естественной среды являются деревянные окна и тяжелые шторы.
BJF, London
English Heritage должно остановить эту ерунду. Когда большинство окон закрыто, они выглядят лучше, чем старые варианты, и лучше для окружающей среды. Окна из ПВХ сохранят свой внешний вид намного дольше, чем деревянные, и не требуют окраски краской с высоким содержанием растворителя. Альтернативные краски еще быстрее выглядят мусором и не защищают окна должным образом. В целом «традиционные» деревянные окна рекомендовать нечем, и чем скорее они будут запрещены полностью, тем лучше.
Окна из ПВХ сохранят свой внешний вид намного дольше, чем деревянные, и не требуют окраски краской с высоким содержанием растворителя. Альтернативные краски еще быстрее выглядят мусором и не защищают окна должным образом. В целом «традиционные» деревянные окна рекомендовать нечем, и чем скорее они будут запрещены полностью, тем лучше.
Тим, Стипл Эссекс
English Heritage следует помнить, что дом англичанина — это его замок, и почему какой-то лондонский парень должен решать, могу ли я иметь в доме двойное остекление или душ? В конце концов, это МОЙ дом.
Если English Heritage призван защитить наследие старых зданий, они должны понимать, что эти здания должны быть желанными, а не больше хлопот, чем они того стоят! Обидно, когда легче привести здание в негодность, чем приспособить его к современным условиям проживания.
Брайан Паркс, Фарнборо
Это ложная дихотомия. Есть (по крайней мере) две фирмы с двойным остеклением, которые поставляют окна с двойным остеклением и деревянными створками. А поскольку ни один из них (насколько мне известно) не балуется холодными звонками, вы даже можете приспособиться к ним, не беспокоя свою совесть. Заменить дерево пластиком заставляют только бездельников.
А поскольку ни один из них (насколько мне известно) не балуется холодными звонками, вы даже можете приспособиться к ним, не беспокоя свою совесть. Заменить дерево пластиком заставляют только бездельников.
Ян Кеммиш, Biggleswade
Если это доведено до конца, людям придется встраивать окна с неровными стеклами с зеленым оттенком.Окна моей 150-летней давности начали гнить и пропускать много тепла. Теперь у меня красивые прозрачные окна из ПВХ, которые не пропускают тепло и не шумят. Они прослужат столько же, сколько и современные окна из хвойных пород, поскольку современное красное дерево не так долго, как в викторианские времена. Если здание не имеет исторической или художественной ценности, зачем беспокоиться, если окна пластиковые?
Чарли, Уоркингтон
НПВХ в старом доме выглядит неправильно, вот и все. Я сейчас ищу дом и рассматриваю ПВХ как минус, я учитываю затраты на его демонтаж и замену соответствующими окнами.Или я просто не хожу и не смотрю. Я тоже не уверен в энергосбережении upvc. Интересно, сколько энергии было потрачено на них?
Я тоже не уверен в энергосбережении upvc. Интересно, сколько энергии было потрачено на них?
Адам, Лондон
В настоящее время мы получаем расценки на замену окон с раздвижными створками из ПВХ в нашем викторианском доме. Оригиналы сейчас в таком плохом состоянии, что замена — единственный выход. Я даже не рассматривал замену деревянных деталей, так как покраска всех частей каждые несколько лет — это самый большой отказ. Мы могли бы получить похожие, которые были бы дешевле, но ужасно выглядели бы в старинной собственности.Так что подходящие ползунки, но не требующий обслуживания ПВХ — это лучший выбор для большинства людей.
Ян Фуллер, Стейнс, Великобритания
Мне было бы интересно узнать, применимо ли то же самое к оригинальным свинцовым лампам. В нашем доме 1920-х годов четыре окна с свинцовым светом, остальные — пластиковые с двойным остеклением, и я трачу время на их обслуживание. Но я бы никогда их не заменил — фары с двойным остеклением из искусственного свинца выглядят такими дешевыми и безвкусными по сравнению с настоящими.
Майк Смит, Лидс
В 100-летнем доме все еще сохранились оригинальные створки, которые никогда не красили внутри, и вся оригинальная лакированная деревянная отделка (9-дюймовые плинтусы, 4-дюймовые дверные планки), опять же, ничего из этого никогда окрашены.Уход за ними — большая работа, например, замена сломанных шнуров створок, но она того стоит. Я думаю, что в целом это увеличивает стоимость дома примерно на 20%. Лучше принять другие меры (внешние штормовые окна, хорошая изоляция стен, двери с защитой от сквозняков и газовая печь с КПД> 95%), чем жертвовать таким прекрасным мастерством.
Пол, США
Технология пластмасс | Поставщики оборудования для порталов B2B индустрии пластмасс
Попасть в список Промышленные мероприятия электронная рассылка- Продукты
- Поставщики
- Проекты
- Insights
- Статьи
- Интервью
- Пресс-релизы
- Белые бумаги
Огромный 91% пластика не перерабатывается
За последние десятилетия были произведены миллиарды тонн пластика, и большая часть его становится мусором и мусором, говорится в первом анализе проблемы.

Вот сколько пластикового мусора засоряет Землю
За последние десятилетия были произведены миллиарды тонн пластика, и большая часть его превратилась в мусор, говорится в первом анализе проблемы.
Вот сколько пластикового мусора засоряет землю
ОПУБЛИКОВАНО
Эта статья была создана в сотрудничестве с Национальным географическим обществом.В декабре 2018 года Королевское статистическое общество Великобритании назвало основной факт в этой истории — что только около девяти процентов всего когда-либо производимого пластика, вероятно, было переработано — его статистика года.
Массовое производство пластмасс, начавшееся всего шесть десятилетий назад, ускорилось так быстро, что было произведено 8,3 миллиарда метрических тонн — большая часть из них — одноразовые изделия, которые в конечном итоге превращаются в мусор. Если это количество кажется непонятным, то это так. Даже ученые, которые намеревались провести первые в мире подсчеты того, сколько пластика было произведено, выброшено, сожжено или отправлено на свалки, были в ужасе от огромных цифр.
Если это количество кажется непонятным, то это так. Даже ученые, которые намеревались провести первые в мире подсчеты того, сколько пластика было произведено, выброшено, сожжено или отправлено на свалки, были в ужасе от огромных цифр.
«Мы все знали, что с 1950 года по настоящее время производство пластика резко увеличивалось, но на самом деле количественная оценка совокупного количества всего пластика, когда-либо сделанного, была довольно шокирующей», — говорит Дженна Джамбек, инженер-эколог из Университета Джорджии, специализирующаяся на исследованиях. пластиковые отходы в океанах.
«Такое повышение может« сломать »любую систему, которая не была к нему подготовлена, и именно поэтому мы наблюдаем утечку из глобальных систем удаления отходов в океаны», — говорит она.
Пластик разлагается более 400 лет, поэтому большая его часть все еще существует в той или иной форме. Сожжено только 12 процентов.
Исследование было начато два года назад, когда ученые пытались справиться с колоссальным количеством пластика, попадающего в моря, и с вредом, который он наносит птицам, морским животным и рыбам. Предсказание, что к середине века в океанах будет больше пластиковых отходов, чем рыбы, тонна за тонной, стало одной из наиболее цитируемых статистических данных и призывом что-то с этим сделать.
Предсказание, что к середине века в океанах будет больше пластиковых отходов, чем рыбы, тонна за тонной, стало одной из наиболее цитируемых статистических данных и призывом что-то с этим сделать.
Китайский рабочий сортирует пластиковые бутылки на предприятии по переработке отходов в деревне Донг Сяо Коу на окраине Пекина.
Фото Фреда Дюфура, AFP, GettyЧто такое производственные технологии в производстве? | Малый бизнес
Дэниел Р. Мюллер Обновлено 10 апреля 2019 г.
Мюллер Обновлено 10 апреля 2019 г.
В простейшем смысле определение производственной технологии означало бы включение любого оборудования, которое делает возможным создание материального физического продукта для бизнеса. Для малого бизнеса это означает, по крайней мере, мастерскую с более сложными операциями с использованием машин и сборочных линий. Выбор масштабной модели производства в пределах капитала компании важен; Более простые мастерские, как правило, приводят к меньшему объему производства, но при меньших затратах на сборку, в то время как операции с более высокой производительностью требуют более сложных и дорогостоящих машин, которые иногда являются непомерно дорогими.
Современная ремесленная мастерская
Ремесленная мастерская представляет собой базовый минимально эффективный уровень современной производственной технологии. Мастерская ремесленников основана на традиционных мастерских мастеров до промышленной революции и заменяет большинство простых ручных инструментов экономящими время инструментами с электрическим приводом. Эти инструменты предлагают опытному торговцу преимущество, необходимое ему для более быстрого производства товаров того же уровня качества, которое он в противном случае сделал бы с помощью ручных инструментов.Настольная пила, сверлильный станок и ленточная шлифовальная машина — все это примеры современных вариаций простых ручных инструментов, которые используются для экономии времени современного мастера. Ремесленные мастерские ориентированы на производство товаров низкого или среднего качества с более высоким, чем среднее качество, для сохранения конкурентного преимущества перед крупными фабриками аналогичного типа.
Эти инструменты предлагают опытному торговцу преимущество, необходимое ему для более быстрого производства товаров того же уровня качества, которое он в противном случае сделал бы с помощью ручных инструментов.Настольная пила, сверлильный станок и ленточная шлифовальная машина — все это примеры современных вариаций простых ручных инструментов, которые используются для экономии времени современного мастера. Ремесленные мастерские ориентированы на производство товаров низкого или среднего качества с более высоким, чем среднее качество, для сохранения конкурентного преимущества перед крупными фабриками аналогичного типа.
Обработка с ЧПУ и расширение мастерской
Станок с числовым программным управлением или станком с ЧПУ — также называемый автоматизированным производством — дополнительно расширяет возможности ремесленной мастерской, позволяя квалифицированному мастеру программировать устройство для высокодетализированной работы повторяющиеся задачи, такие как фрезерование и сверление. Станки с ЧПУ — дорогое вложение; однако, когда они используются для решения более трудоемких этапов производства предмета в стандартной ремесленной мастерской, они могут значительно повысить общую прибыльность этого производственного бизнеса. Из-за их высокой начальной стоимости по сравнению с инструментами, управляемыми вручную, станки с ЧПУ обычно недоступны для всех, кроме наиболее успешных малых предприятий. Инвестирование в производственное оборудование, такое как станок с ЧПУ, является ключевым решением для малого бизнеса, и его следует делать с тщательным анализом того, насколько станок действительно увеличит прибыль по сравнению с продолжением использования ручного метода.
Станки с ЧПУ — дорогое вложение; однако, когда они используются для решения более трудоемких этапов производства предмета в стандартной ремесленной мастерской, они могут значительно повысить общую прибыльность этого производственного бизнеса. Из-за их высокой начальной стоимости по сравнению с инструментами, управляемыми вручную, станки с ЧПУ обычно недоступны для всех, кроме наиболее успешных малых предприятий. Инвестирование в производственное оборудование, такое как станок с ЧПУ, является ключевым решением для малого бизнеса, и его следует делать с тщательным анализом того, насколько станок действительно увеличит прибыль по сравнению с продолжением использования ручного метода.
Массовое производство по образцу автоматизированных сборочных линий
Массовое производство с автоматическими сборочными линиями представляет собой вершину современного промышленного производства и движущую силу промышленных титанов, таких как производители автомобилей и производители бытовой техники. Чем выше степень механизации и использования робототехники в процессе сборки, тем меньше людей требуется для производства продукта; однако при замене людей роботами первоначальные инвестиционные затраты резко возрастают.Чрезвычайно высокая начальная стоимость массового производства на автоматизированных сборочных линиях делает такие методы производства далеко недоступными для владельцев малого бизнеса с точки зрения практичности. Обслуживание современных автоматизированных сборочных линий также требует профессиональных услуг высококвалифицированных специалистов по робототехнике, что опять же затрудняет практическое внедрение для владельцев малого бизнеса.
Чем выше степень механизации и использования робототехники в процессе сборки, тем меньше людей требуется для производства продукта; однако при замене людей роботами первоначальные инвестиционные затраты резко возрастают.Чрезвычайно высокая начальная стоимость массового производства на автоматизированных сборочных линиях делает такие методы производства далеко недоступными для владельцев малого бизнеса с точки зрения практичности. Обслуживание современных автоматизированных сборочных линий также требует профессиональных услуг высококвалифицированных специалистов по робототехнике, что опять же затрудняет практическое внедрение для владельцев малого бизнеса.
Практические соображения для малого бизнеса
Когда дело доходит до инвестирования в производственные технологии, малый бизнес должен сосредоточиться на получении максимальной долларовой отдачи от капиталовложений в рамках разумного бюджета компании.IRS заявляет, что малый бизнес успешен, если он приносит прибыль как минимум три раза в пять лет.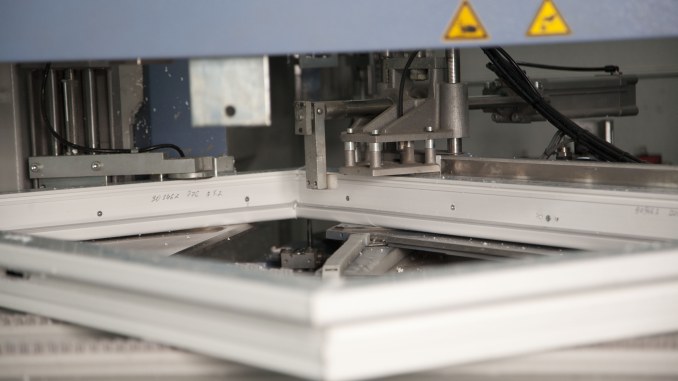 Это общее правило означает, что для человека из малого бизнеса, если для окупаемости первоначальных капитальных вложений в производственную технологию требуется более двух лет, предприятия, вероятно, превысили свой идеальный максимальный бюджет на производственные технологии. Это не означает, что малые и средние предприятия должны полностью отказаться от передовых методов производства; вместо этого они могут адаптировать некоторые методы крупномасштабной промышленности, которые соответствуют их собственным потребностям и возможностям.Например, малые и средние предприятия, стремящиеся извлечь выгоду из метода массового производства промышленного производства, могут взять страницу из книги Генри Форда и использовать простую конвейерную ленточную линию вместе с разделением труда, чтобы упростить и ускорить производственный процесс, продолжая использовать ремесленные изделия. инструменты с ручным управлением в виде магазина.
Это общее правило означает, что для человека из малого бизнеса, если для окупаемости первоначальных капитальных вложений в производственную технологию требуется более двух лет, предприятия, вероятно, превысили свой идеальный максимальный бюджет на производственные технологии. Это не означает, что малые и средние предприятия должны полностью отказаться от передовых методов производства; вместо этого они могут адаптировать некоторые методы крупномасштабной промышленности, которые соответствуют их собственным потребностям и возможностям.Например, малые и средние предприятия, стремящиеся извлечь выгоду из метода массового производства промышленного производства, могут взять страницу из книги Генри Форда и использовать простую конвейерную ленточную линию вместе с разделением труда, чтобы упростить и ускорить производственный процесс, продолжая использовать ремесленные изделия. инструменты с ручным управлением в виде магазина.
Моделирование автозавода в Steam
Об этой игре
Производственная линия — это новая игра про управление автомобильным заводом / симулятор / магнат, которая доводит до предела ваши организационные и предпринимательские способности. Сможете ли вы построить оптимизированную линию по производству автомобилей со свободным потоком, обойдя конкурентов и при этом принося прибыль?Современный автомобильный завод — почти идеальный пример эффективности, управления процессами и потока. Огромная армия высокоточных роботов танцует под идеальный до миллиметра балет инженерного мастерства в идеальное время. Компоненты перемещаются по конвейерной ленте в систему заказов «точно в срок», которая не оставляет ни пауз, ни задержек, ни путаницы, ни скоплений.Ничего не существует, кроме идеальной текучести высокотехнологичного автомобилестроения …
… теоретически.
На практике, конечно, жизнь не так проста. Когда вы приступите к работе над своим первым заводским дизайном, он определенно не будет ощущаться в состоянии чистого потока … или прибыли в этом отношении. Создание горстки машин на заказ и обеспечение безубыточности — это одно … но конкурировать с крупными транснациональными корпорациями и выпускать тысячи автомобилей для массового рынка — это совершенно новая игра.
Чтобы отвоевать долю рынка у крупных компаний, вам понадобится планирование, понимание будущих технологий, внимательное отношение к вашей прибыли и способность спроектировать заводскую компоновку, которая использует каждый квадратный метр и снижает производственные затраты за машину до абсолютного минимума.У тебя есть все, что нужно для победы?
Production line — это новая игра про управление автомобильным заводом / симулятор / магнат от Positech Games, разработчиков Democracy & Gratuitous Space Battles и издателей Big Pharma. Эта игра предназначена для тех, кто помешан на эффективности, людей, которые не могут не организовать вещи для максимальной производительности. Частный предприниматель, статистик, это ты? Если так … добро пожаловать в игру вашей мечты (мы надеемся!)
Ключом к пониманию производственной линии является разделение труда и достоинства специально созданного оборудования.Вначале ваша фабрика будет небольшой, а отдельные слоты на вашей производственной линии будут выполнять большие сложные задачи (например, установку кузова автомобиля). По мере того, как вы исследуете более эффективные методы и зарабатываете средства для расширения, вы продолжите делить эти слоты на более мелкие (и более быстрые) производственные участки, которые обеспечивают плавный поток новых транспортных средств. В то же время исследователи дизайна продуктов будут работать над тем, как улучшить ваши автомобили с помощью новых технологий, таких как автоматические фары, усилитель руля, поддержка телефона по Bluetooth и распознавание голоса.
По мере того, как вы исследуете более эффективные методы и зарабатываете средства для расширения, вы продолжите делить эти слоты на более мелкие (и более быстрые) производственные участки, которые обеспечивают плавный поток новых транспортных средств. В то же время исследователи дизайна продуктов будут работать над тем, как улучшить ваши автомобили с помощью новых технологий, таких как автоматические фары, усилитель руля, поддержка телефона по Bluetooth и распознавание голоса.
это гонка за продуктивность И гонка за прибылью. Вы готовы к соревнованиям?
Как пластик изменил мир
Нет материала более революционного, чем современный пластик. Благодаря своей универсальности, высокой прочности и способности принимать любую необходимую форму, используемый практически во всех отраслях промышленности, ни один материал не изменил (и во многих отношениях сформировал) мир, как пластик.
Еще в 1869 году Джон Хаятт в поисках заменителя слоновой кости обнаружил, что пластику можно придать множество различных форм, имитируя при этом природные вещества. Однако современный пластик впервые появился в 1907 году, когда Лео Бэкеланд изобрел бакелит — он был современным в том смысле, что был полностью синтетическим. В нем не было природных молекул. В течение 1950-х и 60-х годов производственные затраты резко снизились, что открыло путь для массового производства пластиковых предметов домашнего обихода.
Однако современный пластик впервые появился в 1907 году, когда Лео Бэкеланд изобрел бакелит — он был современным в том смысле, что был полностью синтетическим. В нем не было природных молекул. В течение 1950-х и 60-х годов производственные затраты резко снизились, что открыло путь для массового производства пластиковых предметов домашнего обихода.
С тех пор пластик захватил мир. Благодаря своей способности оставаться стерильным, выступая в качестве контейнера, пластик использовался для изготовления бутылок для таких предметов, как молоко, которые больше не нужно было доставлять в стеклянных бутылках.В пищевой промышленности пластик оказал поразительное, неизмеримое влияние. Сырое мясо можно хранить в пластиковой упаковке, чтобы предотвратить потенциальные заболевания, а использование пластиковых лотков для сохранения свежести продуктов помогло сократить количество отходов в магазинах.
Пластик оказал огромное влияние почти на все отрасли, которых он касался. Например, медицина получила большую пользу от разработки одноразового пластикового шприца в 1955 году. Фактически, если бы мы заменили пластик на любой другой материал, который будет использоваться таким же образом, это бы экспоненциально увеличило выбросы парниковых газов.Нельзя отрицать влияние пластика на зарождающийся индустриальный мир.
Фактически, если бы мы заменили пластик на любой другой материал, который будет использоваться таким же образом, это бы экспоненциально увеличило выбросы парниковых газов.Нельзя отрицать влияние пластика на зарождающийся индустриальный мир.
Сегодня пластик по-прежнему широко используется почти во всех отраслях промышленности как один из самых надежных и универсальных материалов. Свяжитесь с TCB Arrow сегодня, чтобы узнать больше о влиянии, которое наши пластмассы могут оказать на вас.
TCB-Arrow
+44 (0) 1276 679394
Веб-сайт
Эл. Почта