Изготовление печатных плат ЛУТ’ом от А до Я / Хабр
Доброго времени суток! Среди моих знакомых бытует мнение, что самостоятельно изготавливать печатные платы (ПП) бесполезно. Учитывая, что современные компоненты далеко ушли от DIP корпусов, то кустарно травить платы под них даже и не стоит пытаться. Тем не менее необходимость в быстрой оценке того или иного компонента всегда есть, и ждать несколько суток заказанной платы времени нет. И это учитывая, что заказ за «несколько суток» дорог, для одноразовой задачи.В данной статье я хочу изложить порядок действий, которые позволят быстро изготавливать ПП под компоненты в корпусах подобных TQFP-100, то есть с ногами 0,2мм и таким же зазором, и при этом сводить брак к минимуму.
Конечно это способ изготовления плат только для прототипов, но он снижает риски ошибиться при создании конечного устройства.
В сети много статей и роликов с подобными советами, но как правило там не охвачены все нюансы тех или иных действий. Здесь же хочу показать весь процесс, который в домашних условиях позволит за час-полтора изготовить приемлемый экземпляр ПП.
Под катом подробности и трафик.
Минимальный набор материалов:
- Правильная бумага (ниже остановлюсь на понятии «правильная»)
- Персульфат аммония
- Ёмкость для травления
- Шкурка «нулевка»
- Кисточка (натуральная или из стекловолокна)
- Зубочистка
И, конечно, лазерный принтер и утюг.
Весть процесс покажу на изготовлении ПП под оценочную плату микросхемы ATxmega128A1U-AU (оценка заявленного аппаратного крипто модуля, EBI и вообще), и платы для подключения 7 дюймового дисплея к STM32F407VE
Для оценочных плат стараюсь делать разводку только на одной стороне, там где пересечений не избежать, ставлю резистор с сопротивлением=0 и корпусе 0805, пропуская дорогу под ним. Если пересечений много и точно нужно два слоя, то травлю каждый слой на отдельном текстолите (соединяю потом по VIA).
Первый этап
Подготовка текстолита.
Односторонний текстолит с толщиной меди 17-35мкм отмывается от грязи средством для посуды под теплой водой, потом капля моечного средства наносится на шкурку с зерном P800 или меньше и будущая плата шлифуется до образования шероховатостей по всей площади. Момент со шкуркой обязателен! Таким способом медь до дыр не затрем, но обеспечим хорошее прилипание тонера. После шлифовки поверхность промывается чистой водой, вытирается насухо и откладывается досыхать.
Момент со шкуркой обязателен! Таким способом медь до дыр не затрем, но обеспечим хорошее прилипание тонера. После шлифовки поверхность промывается чистой водой, вытирается насухо и откладывается досыхать.
К моменту переноса макета, текстолит должен быть сухой, без окислов, жирных пятен и заметными шероховатостями.
В одной из статей видел рекомендацию, что медный слой надо подержать на солнце, до появления сизой оксидной пленки, в нашем случае это не нужно.
Второй этап
Подготовка макета.
Для ATxmega128 сделал такую вот разводку:
если нужно, то есть PDF.
На плате сама xmega, преобразователь интерфейса ft232 и стабилизатор lp2985, а так же мелочёвка- разъем PDI, USB, светодиодики на весь порт «B». Рисунок платы несколько отличается от того, что буду травить. Перед печатью добавил надписей и мелочей для усложнения.
Все дороги на верхнем слое (TOP), поэтому печатаем макет в отзеркаленном виде.
Наличие в принтере «неэкономного» режима для жирной печати необязательно.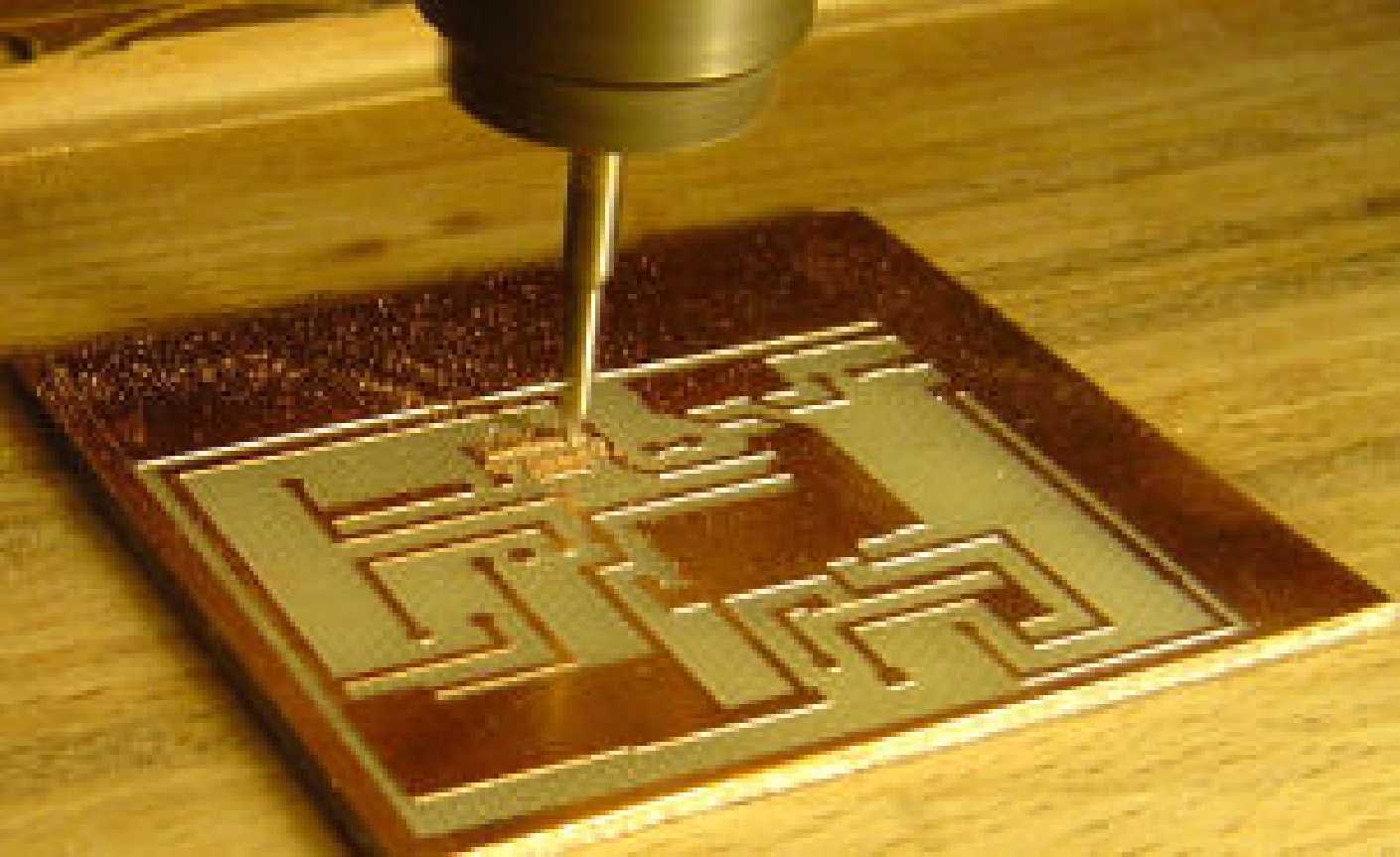 Я печатал на разных принтерах с печатью «по дефолту» и проблем не было, за исключением одного момента: Принтеры Brother (а конкретно HL-l2340 и HL-l2250) очень непочтительно относятся к переводу DPI в реальный размер, поэтому рисунок может поплыть по размерам, а это критично, когда на 1мм две дороги должны уместиться.
Я печатал на разных принтерах с печатью «по дефолту» и проблем не было, за исключением одного момента: Принтеры Brother (а конкретно HL-l2340 и HL-l2250) очень непочтительно относятся к переводу DPI в реальный размер, поэтому рисунок может поплыть по размерам, а это критично, когда на 1мм две дороги должны уместиться.
Теперь бумага.
Никаких глянцевых журналов и подложек от самоклейки!
И даже от китайской бумаги для ЛУТа я тоже отказался (слишком тонкая и мнется при печати)
Лучший вариант- глянцевая фотобумага, не слишком хорошего качества. Не «слишком хорошего качества» это значит не премиум и не LOMOND. То есть дешевая глянцевая фотобумага. На фото выше, одна из таких и показана, есть еще «Фотобумага глянцевая», выпускаемая под брендом крупного магазина компьютерной техники, это клон той, что на фото (складывается впечатление, что они с одного завода, но в разных упаковках).
Данная бумага сразу прилипает к меди под утюгом и не сдвигается при проглаживании (матовая бумага не содержит глянцевого слоя и поэтому не липнет, а горячий тонер легко смазать), она легко отходит в теплой воде (в отличии от LOMOND и бумаги с приставкой «премиум»).
Итак пора печатать. Печатаем макет, потом, не касаясь лицевой стороны пальцами, обрезаем края. и готовим утюг.
Третий этап
Перевод макета.
Необходимо сначала подготовить емкость с водой, в которой будет замачиваться плата. У меня роль этой емкость выполняет обычный тазик. Наливается горячая вода ( градусов 50, то есть чтобы рука уже не терпела), литров пять, и в ней растворяется немного моющего средства (немного, это столовая ложка).
И идем к утюгу.
Подготовленный текстолит кладем на ровную поверхность и накрываем распечатанным макетом, утюгом прогретым до максимальной температуры проглаживаем по центральной линии, а потом от центра к бокам. При первом проглаживании распечатку лучше придерживать, чтобы не сдвинулась. После первого проглаживания лист фотобумаги прилипает к меди и сдвинуть его утюгом уже можно не бояться. Теперь можно носиком утюга пройтись по всем краям и местам, где на вид бумага отходит. Потом секунд тридцать просто прогреваем по всему объему.
После первого проглаживания лист фотобумаги прилипает к меди и сдвинуть его утюгом уже можно не бояться. Теперь можно носиком утюга пройтись по всем краям и местам, где на вид бумага отходит. Потом секунд тридцать просто прогреваем по всему объему.
Не смог удержаться чтобы в статье про ЛУТ не показать главное действующее лицо:
После проглаживания, не остужая кидаем плату воду. То есть не удаляя бумагу, подхватываем горячую пинцетом и кладем в подготовленную емкость с водой. 10 минут перерыв на отмачивание.
Четвертый этап
Очистка от бумаги.
По истечении 10 минут достаем плату из воды и удаляем бумагу. Как бы долго плата не лежала в воде, вся бумага не отстанет. Точнее сама то бумага без проблем, а вот глянцевый слой, который нам обеспечивал хорошее прилипание останется в узких местах.
как-то так:
Вообще тонер держится очень надежно, тереть можно пальцами, ластиком или губкой для мытья посуды, но между дорожками вытащить глянец сложно, достаточно дать плате высохнуть, как такие места будут видны.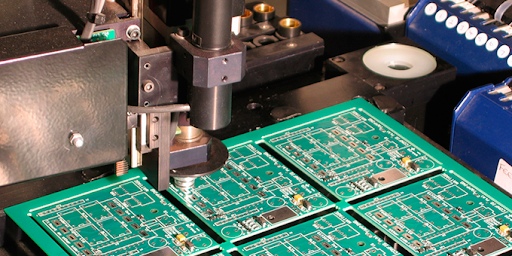
Есть три пути.
- Замочить плату в спирте еще на 10-15 минут, глянцевый слой набухнет и смоется мягкой тряпочкой. Это не наш способ, в виду его кощунственности.
- Замочить плату в растворителе «анти-силикон», который продается в строительных магазинах. Не знаю что там в качестве активного вещества (на бутылке не написано), но глянцевый слой тоже разбухает и удаляется, тонер при этом остается. Это способ на любителя, средство довольно вонючее.
- И третий способ — удалить механически, что не очень долго.
Для этого надо обратно намочить плату и острым предметом удалить лишнее. Лучше всего использовать острую зубочистку. Мокрый глянец удаляется без проблем, а дерево зубочистки не сносит тонер. Особо замечу, что нельзя использовать иголки! Не потому, что можно снять тонер (он то прилеплен хорошо), а потому, что железо оставляет на меди следы. Да! сам в шоке, знаю что медь мягче железа, тем более нержавейки. Но факт имеет место быть.
 Там где водил иглой медь травится очень медленно.
Там где водил иглой медь травится очень медленно.Пример из практики:
После удаления остатков глянцевого слоя, промываем плату с моющим средством, удаляя «пальчики». Оставляем высыхать.
Почти специально оставил несколько мест, где глянец не удален (потом увидим, что не так все страшно).
Пятый этап
Травление.
Травлю персульфатом аммония, не скажу, что он лучше хлорного железа, просто от железа больше грязи (ну да, персульфат аммония это же отбеливатель, какая тут грязь) и хлорное железо труднее хранить — гигроскопичен и как следствие сплавляется в большие куски, которые надо дробить.
Травлю при температуре 40 градусов. На плату с медью 35мкм — 15 минут, С медью 17мкм — 5 тире 7 минут. Можно и при комнатной температуре 17мкм травится порядка 20 минут, 35мкм в теории 40 минут, но это уже и не помню.
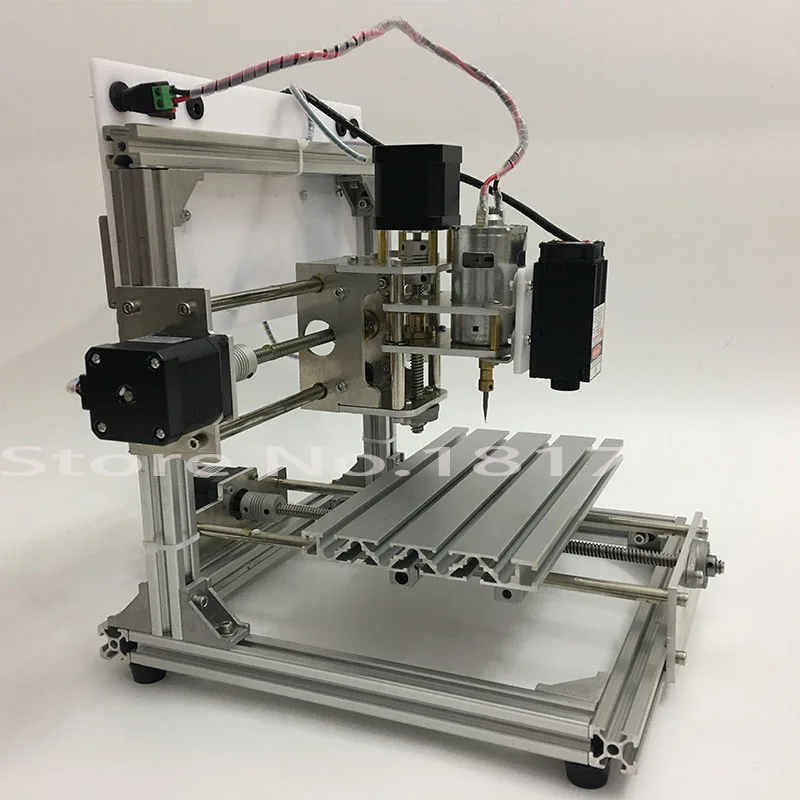
В домашних условиях можно травить в любой емкости, для этой статьи специально травил в обычной пластиковой емкости, что накладывает определенные дополнительные действия от исполнителя. Но если ПП делаются часто, то можно заделать себе ванночку для травления:
Но если ПП делаются часто, то можно заделать себе ванночку для травления:
главным дополнением которой — насос для перемешивания раствора, он освобождает от «определенных дополнительных действий». Насос нужен мембранный, с пластиковой мембраной.
Тот что на рисунке, купил в интернет магазине для робокрафтеров.
Внутри емкости перегородки, для размещения нескольких ПП.
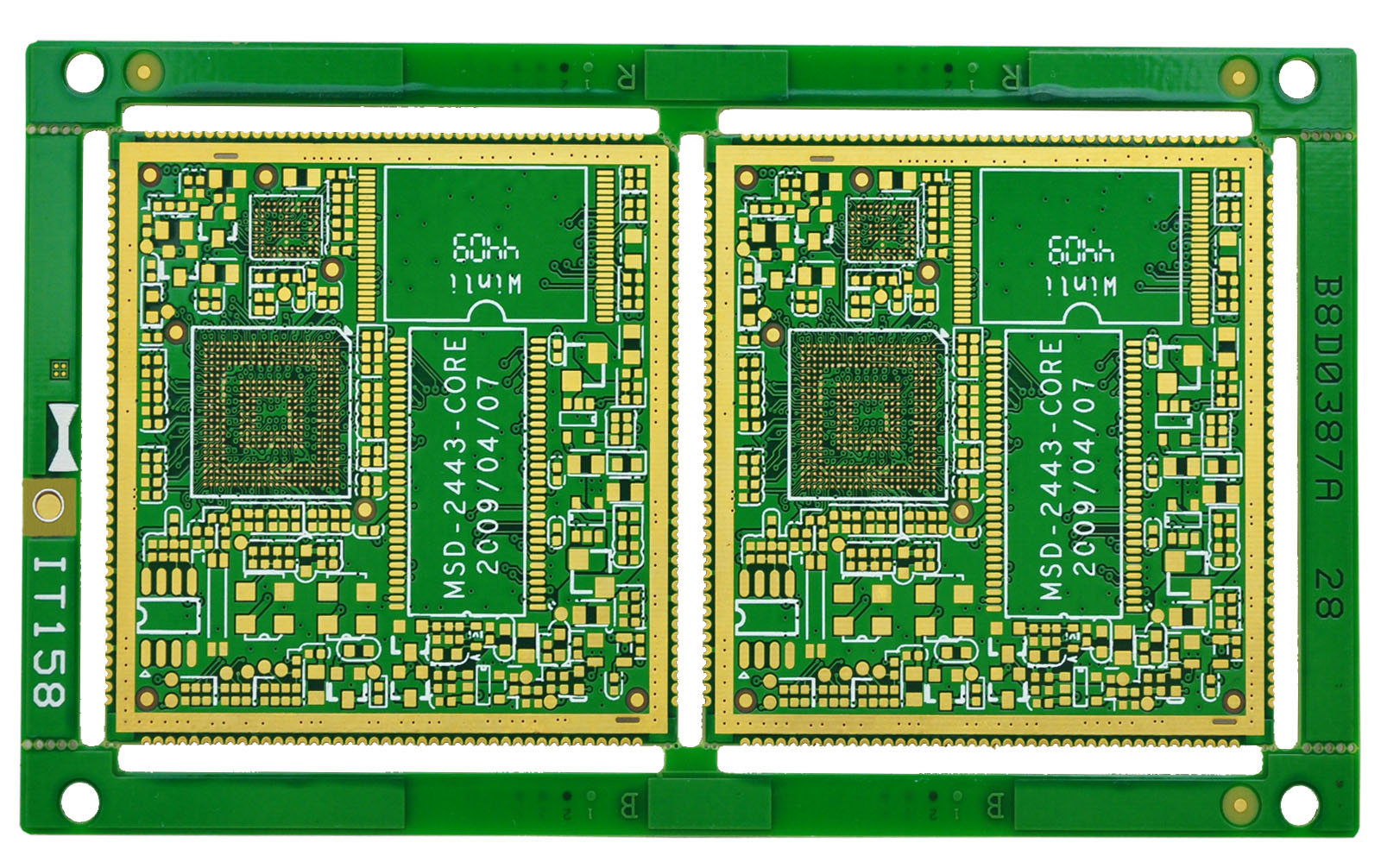
На фото травятся две стороны платы под STM32F407VE подключаемую к семи дюймовому дисплею.
Под xmega вытравлю в открытой пластиковой.
Делаем раствор — пол литра воды плюс 100-150г персульфата аммония. Вообще рекомендуется 250 грамм на пол литра, но в кустарных условиях при остывании раствора и испарении воды, выпадают кристаллы и намертво прилепляются на медь, как итог непротравленные точки.
Кидаем в раствор плату и начинаем кисточкой перемешивать раствор, чтобы травление шло равномерно. Также кисточкой можно удалять с платы хлопья глянцевого покрытия, если при подготовке не все удалились.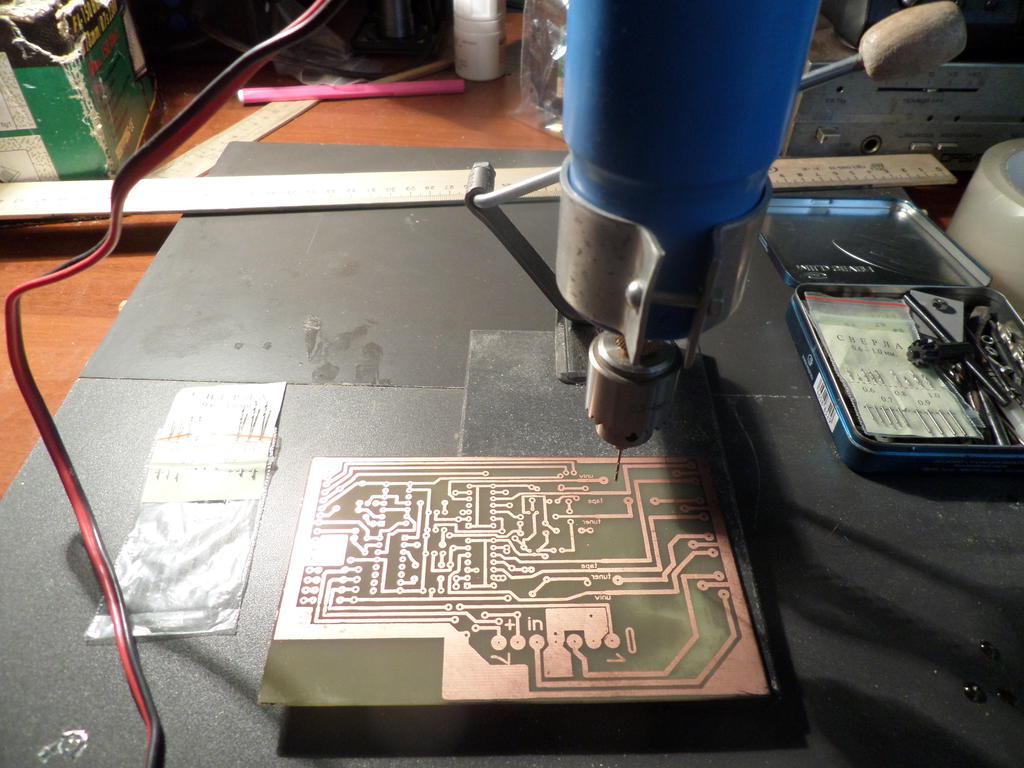
У меня плата с медью 35мкм, через 10 минут уже видно текстолит:
Жду еще 5 минут и все готово.
Надо сказать, что в процессе травления лучше передержать плату, чем недодержать. И дополнительное время может быть довольно большим. Один раз я увидев недотравленный полигон закинул платку обратно и забыл про нее часа на три, когда вспомнил, думал что ее разъело насквозь. Однако ни одного подтравливания не заметил:
вот этот передержанец (уже облуженный):
Итак, вытащили нашу плату, помыли и посмотрели на свет:
Если нашли лишнюю медь, то можно кинуть обратно в раствор.
Если все хорошо, то ЛУТ окончен!
Смываем ацетоном тонер и облуживаем, если в ближайшее время облуживание не предусмотрено, то хранить плату можно не смывая тонер, он будет защитной оболочкой.
Итог:
Выше я помечал места на плате, где глянцевое покрытие осталось. Те места, которые глянец закрывал герметично (уголок на плате), там не протравилось, там где небольшие перекрытия между дорожками — все нормально, раствор туда пробрался.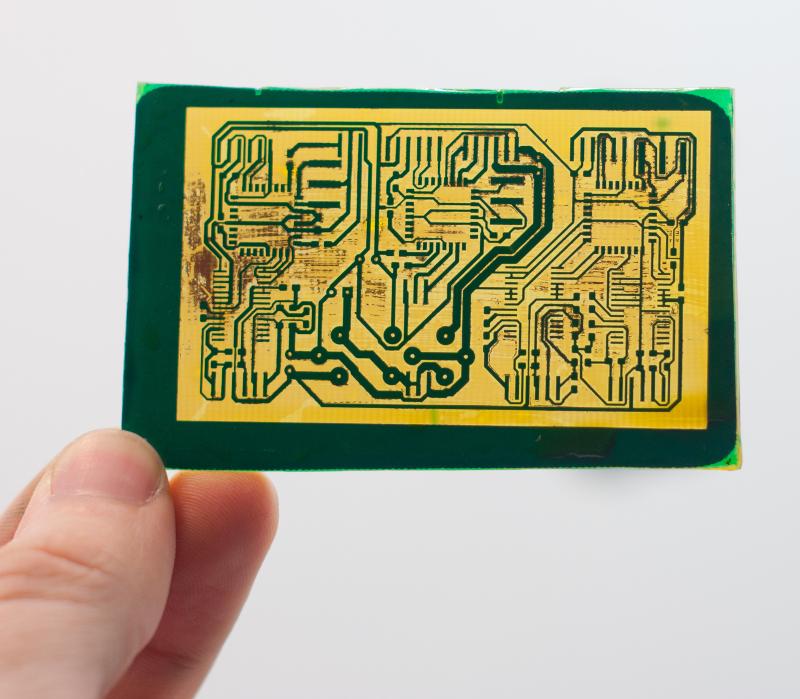 Если использовать емкость с насосом, то глянцевое покрытие можно вообще до конца не оттирать, просто время травления увеличивается в два раза.
Если использовать емкость с насосом, то глянцевое покрытие можно вообще до конца не оттирать, просто время травления увеличивается в два раза.
Пара фраз о лужении. Поскольку ЛУТом делаются платы временные или для себя, то особо возиться с облуживанием не стоит (ИМХО), можно просто пройтись паяльником по тем местам где будет пайка, а потом все покрыть лаком.
Но если компоненты на плате будут перепаиваться или плата будет долгое время эксплуатироваться, то лучше залудить. Либо паяльником пройти по всей меди, либо если есть фен, то паяльной пастой.
Я мешаю пасту с флюсом примерно 1 часть пасты и 5 частей флюса, покрываю всю плату и прогреваю феном:
во время прогрева, текстолитовой кисточкой (известная как «вечная кисточка») сгоняю припой к краям платы, Лишнего припоя на дорожках при таком способе не остается, а там где его не хватает, можно пригнать с краев. Не воздушный нож, конечно, но тоже довольно аккуратно.
Главная проблема при использовании паяльной пасты, это лишние шарики, присохшие к плате. Вот на фото их хорошо видно:
Вот на фото их хорошо видно:
Поэтому после лужения, плату надо хорошенько промыть и оттереть тряпочкой, смоченной в ацетоне.
Плату облудили, теперь точно все. Монтаж. Проверка:
Задача выполнена. На данную плату ушло не больше часа (с учетом фотографирования этапов).
Параллельно у меня травилась вторая плата, точнее две стороны одной платы. И если первая платка была скорее для демонстрации (можно было и на DIP переходнике выполнить, а не подобие ардуины делать), то вторая нужна была для конкретной цели и плести косы проводов на переходнике не вариант (да еще не факт, что помех не нахватает при подключении через fsmc)
Две стороны:
Как видно, я не стал травить двухсторонний текстолит, проходя убийственную процедуру совмещения двух шаблонов на этапе работы утюгом. Лучше это сделать сейчас.
Сверлим отверстия на VIA у всех плат, берем ножки от резисторов и штук 5 припаиваем к одной стороне, потом нанизываем на них вторую сторону, пропаиваем с двух сторон.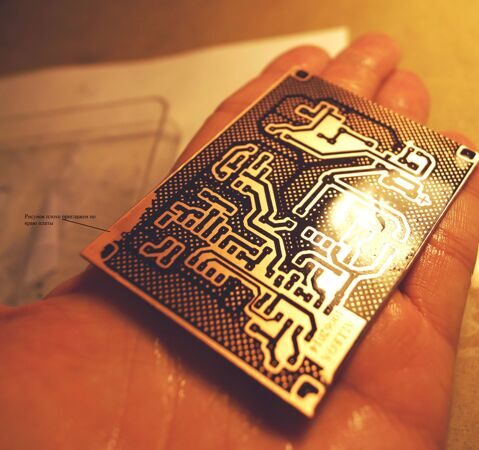 Все платы совмещены! Теперь можно пропаять все отверстия.
Все платы совмещены! Теперь можно пропаять все отверстия.
Как-то так:
Все готово!
Вы, должно быть заметили сильный брак на одной из сторон:
Бумага после принтера наэлектролизована и собирает на себя все подряд. Особенно волосы, особенно кошачьи! Так что я не досмотрел.
А вот и виновник:
Контролирует все выполняемые процессы.
После восстановления дорожки, ПП готова и устройство собралось:
Правда, это была плата как раз временная — проверить правильность подключений, чтобы потом развести по-человечески и заказать.
Вот и все. Удачи в ваших начинаниях!
экскурсия на завод Технотех / Блог компании Madrobots / Хабр
Сегодня мы выступим в немного непривычном для себя амплуа, будем рассказывать не о гаджетах, а о технологиях, которые стоят за ними. Месяц назад мы были в Казани, где познакомились с ребятами из Навигатор-кампуса. Заодно побывали на расположенном близко (ну, относительно близко) заводе по производству печатных плат — Технотех. Этот пост — попытка разобраться в том, как же все-таки производят те самые печатные платы.
Этот пост — попытка разобраться в том, как же все-таки производят те самые печатные платы.Итак, как же все-таки делают печатные платы для наших любимых гаджетов?
На заводе умеют делать платы от начала и до конца — проектирование платы по вашему ТЗ, изготовление стеклотекстолита, производство односторонних и двухсторонних печатных плат, производство многослойных печатных плат, маркировка, проверка, ручная и автоматическая сборка и пайка плат.
Для начала, я покажу, как делают двухсторонние платы. Их техпроцесс ничем не отличается от производства односторонних печатных плат, кроме того, что при изготовлении ОПП не производят операции на второй стороне.
О методах изготовления плат
Вообще, все методы изготовления печатных плат можно разделить на две большие категории: аддитивные(от латинского additio -прибавление) и субтрактивные (от латинского subtratio—отнимание). Примером субтрактивной технологии является всем известный ЛУТ(Лазерно-утюжная технология) и его вариации. В процессе создания печатной платы по этой технологии мы защищаем будущие дорожки на листе стеклотекстолита тонером от лазерного принтера, а затем стравливаем все ненужное в хлорном железе.
В процессе создания печатной платы по этой технологии мы защищаем будущие дорожки на листе стеклотекстолита тонером от лазерного принтера, а затем стравливаем все ненужное в хлорном железе.В аддитивных методах проводящие дорожки, наоборот, наносятся на поверхность диэлектрика тем или иным способом.
Полуаддитивные методы(иногда их еще называют комбинированными. ) — нечто среднее между классическими аддитивными и субтрактивными. В процессе производства ПП по этому методу часть проводящего покрытия может стравливаться(иногда почти сразу после нанесения), но как правило это происходит быстрее/проще/дешевле, чем в субтрактивных методах. В большинстве случаев, это следствие того, что большая часть толщины дорожек наращивается гальваникой или химическими методами, а слой, который подвергается травлению — тонкий, и служит лишь в качестве проводящего покрытия для гальванического осаждения.
Я покажу именно комбинированный метод.
Изготовление двухслойных печатных плат по комбинированному позитивному методу(полуаддитивный метод)
Изготовление стеклотекстолита
Процесс начинается с изготовления фольгированного стеклотекстолита. Стеклотекстолит — это материал, состоящий из тонких листов стекловолокна(они похожи на плотную блестящую ткань), пропитанных эпоксидной смолой и спрессованных стопкой в лист.
Стеклотекстолит — это материал, состоящий из тонких листов стекловолокна(они похожи на плотную блестящую ткань), пропитанных эпоксидной смолой и спрессованных стопкой в лист. Сами полотна стекловолокна тоже не слишком просты — это плетеные(как обычная ткань в вашей рубашке) тонкие-тонкие нити обычного стекла. Они настолько тонкие, что могут легко гнуться в любых направлениях. Выглядит это примерно вот так:
Увидеть ориентацию волокон можно на многострадальной картинке из википедии:
В центре платы, светлые участки — это волокна идут перпендикулярно срезу, участки чуть темнее — параллельно.
Или например на микрофотографии tiberius, насколько я помню из этой статьи:
Итак, начнем.
Стекловолоконное полотно поступает на производство вот в таких бобинах:
Оно уже пропитано частично отвержденной эпоксидной смолой — такой материал называется препрегом, от английского pre-impregnated — предварительно пропитанный. Так как смола уже частично отверждена, она уже не такая липкая, как в жидком состоянии — листы можно брать руками, совсем не опасаясь испачкаться в смоле. Смола станет жидкой только при нагреве фольги, и то лишь на несколько минут, прежде чем застыть окончательно.
Смола станет жидкой только при нагреве фольги, и то лишь на несколько минут, прежде чем застыть окончательно.
Нужное количество слоев вместе с медной фольгой собирается вот на этом аппарате:
А вот сам рулон фольги.
Далее полотно нарезается на части и поступает в пресс высотой в два человеческих роста:
На фото Владимир Потапенко, начальник производства.
Интересно реализована технология нагрева во время прессования: нагреваются не части пресса, а сама фольга. На обе стороны листа подается ток, который за счет сопротивления фольги нагревает лист будущего стеклотекстолита. Прессование происходит при сильно пониженном давлении, для исключения появления воздушных пузырей внутри текстолита
При прессовании, за счет нагрева и давления, смола размягчается, заполняет пустоты и после полимеризации получается единый лист.
Вот такой:
Он нарезается на заготовки для плат специальным станком:
Технотех использует два вида заготовок: 305х450 — маленькая групповая заготовка, 457х610 — большая заготовка
После этого к каждому комплекту заготовок распечатывается маршрутная карта, и путешествие начинается…
Маршрутная карта — это вот такая бумажка с перечнем операций, информацией о плате и штрих-кодом. Для контроля выполнения операций используется 1С 8, в которую внесена вся информация о заказах, о техпроцессе и так далее. После выполнения очередного этапа производства сканируется штрихкод на маршрутном листе и заносится в базу.
Для контроля выполнения операций используется 1С 8, в которую внесена вся информация о заказах, о техпроцессе и так далее. После выполнения очередного этапа производства сканируется штрихкод на маршрутном листе и заносится в базу.
Сверловка заготовок
Первый этап производства однослойных и двухслойных печатных плат — сверление отверстий. С многослойными платами все сложнее, и я расскажу об этом позже. Заготовки с маршрутными листами поступают на участок сверловки:Из заготовок собирается пакет для сверловки. Он состоит из подложки(материал типа фанеры), от одной до трех одинаковых заготовок печатных плат и алюминиевой фольги. Фольга нужна для определения касания сверла поверхности заготовки — так станок определяет поломку сверла. Еще при каждом захвате сверла он контролирует его длину и заточку лазером.
После сборки пакета он закладывается вот в этот станок:
Он такой длинный, что мне пришлось сшивать эту фотку из нескольких кадров. Это швейцарский станок фирмы Posalux, точной модели, к сожалению не знаю.
 По характеристикам он близок вот к этому. Он ест
По характеристикам он близок вот к этому. Он ест Программа разрабатывается отдельно, и подгружается по сети. Все что надо сделать оператору — отсканировать штрихкод партии и заложить пакет из заготовок внутрь. Емкость инструментального магазина: 6000 сверл или фрез.
Рядом стоит большой шкаф со сверлами, но оператору нет необходимости контролировать заточку каждого сверла и менять его — станок все время знает степень износа сверл — записывает себе в память сколько отверстий было просверлено каждым сверлом. При исчерпании ресурса сам меняет сверло на новое, старые сверла останется выгрузить из контейнера и отправить на повторную заточку.

Вот так выглядят внутренности станка:
После сверловки в маршрутном листе и базе делается отметка, а плата отправляется
Очистка, активация заготовок и химическое меднение.
Хоть станок и пользуется своими «пылесосом» во время и после сверловки, поверхность платы и отверстий все равно надо очистить от загрязнений и подготовить к следующей технологической операции. Для начала, плата просто очищается в моющем растворе механическими абразивамиНадписи, слева направо: «Камера зачистки щетками верх/низ», «Камера промывки», «Нейтральная зона».
Плата становится чистой и блестящей:
После этого в похожей установке проводится процесс активации поверхности.
 Палладий, в отличии от меди, легко осаждается на любую поверхность, и в дальнейшем служит центрами кристаллизации для меди. Установка активации:
Палладий, в отличии от меди, легко осаждается на любую поверхность, и в дальнейшем служит центрами кристаллизации для меди. Установка активации:После этого, последовательно проходя несколько ванн в еще одной похожей установке заготовка обзаводится тонким(меньше микрона) слоем меди в отверстиях.
Дальше этот слой гальваникой наращивается до 3-5 микрон — это улучшает стойкость слоя к окислению и повреждениям.
Нанесение и экспонирование фоторезиста, удаление незасвеченных участков.
Дальше плата отправляется в участок нанесения фоторезиста. Нас туда не пустили, потому что он закрыт, и вообще, там чистая комната, поэтому ограничимся фотографиями через стекло. Нечто подобное я видел в Half-Life(я про трубы, спускающиеся с потолка):Собственно вот зеленая пленка на барабане — это и есть фоторезист.
Далее, слева направо(на первой фотографии): две установки нанесения фоторезиста, дальше автоматическая и ручная рамы для засветки по заранее подготовленным фотошаблонам.
 В автоматической раме присутствует контроль, который учитывает допуск по совмещению с реперными точками и отверстиями. В ручной рамке маска и плата совмещаются руками. На этих же рамах экспонируется шелкография и паяльная маска. Дальше — установка проявки и отмывки плат, но так как мы туда не попали, фотографий этой части у меня нет. Но там ничего интересного — примерно такой же конвейер как в «активации», где заготовка проходит последовательно несколько ванн с разными растворами.
В автоматической раме присутствует контроль, который учитывает допуск по совмещению с реперными точками и отверстиями. В ручной рамке маска и плата совмещаются руками. На этих же рамах экспонируется шелкография и паяльная маска. Дальше — установка проявки и отмывки плат, но так как мы туда не попали, фотографий этой части у меня нет. Но там ничего интересного — примерно такой же конвейер как в «активации», где заготовка проходит последовательно несколько ванн с разными растворами.А на переднем плане — огромный принтер, который эти самые фотошаблоны печатает:
Вот плата с нанесенным, экспонированным и проявленным:
Обратите внимание, фоторезист нанесен на места, на которых в дальнейшем не будет меди — маска негативная, а не позитивная, как в в ЛУТ-е или домашнем фоторезисте. Это потому, что в дальнейшем наращивание будет происходить в местах будущих дорожек.
Это тоже позитивная маска:
Все эти операции происходят при неактиничном освещении, спектр которого подобран таким образом, чтобы одновременно не оказывать влияния на фоторезист и давать максимальную освещенность для работы человека в данном помещении.
Люблю объявления, смысл которых я не понимаю:
Гальваническая металлизация
Теперь настал через ее величества — гальванической металлизации. На самом деле, ее уже проводили на прошлом этапе, когда наращивали тонкий слой химической меди. Но теперь слой будет наращён еще больше — с 3 микрон до 25. Это уже тот слой, который проводит основной ток в переходных отверстиях. Делается это вот в таких ваннах:В которых циркулируют сложные составы электролитов:
А специальный робот, повинуясь заложенной программе, таскает платы из одной ванны в другую:
Один цикл меднения занимает 1 час 40 минут. В одной паллете могут обрабатываться 4 заготовки, но в ванне таких паллет может быть несколько.
Осаждение металлорезиста
Следующая операция представляет собой еще одну гальваническую металлизацию, только теперь осаждаемый материал не медь, а ПОС — припой свинец-олово. А само покрытие, по аналогии с фоторезистом называется металлорезистом. Платы устанавливаются в раму:Эта рама проходит несколько уже знакомых нам гальванических ванн:
И покрывается белым слоем ПОС-а.
 На заднем плане видна другая плата, еще не обработанная:
На заднем плане видна другая плата, еще не обработанная:Удаление фоторезиста, травление меди, удаление металлорезиста
Теперь с плат смывается фоторезист, он выполнил свою функцию. Теперь на все еще медной плате остались дорожки, покрытые металлорезистом. На этой установке происходит травление в хитром растворе, который травит медь, но не трогает металлорезист. Насколько я запомнил, он состоит из углекислого аммония, хлористого аммония и гидрооксида аммония. После травления платы выглядят вот так:
Дорожки на плате — это «бутерброд» из нижнего слоя меди и верхнего слоя гальванического ПОС-а. Теперь, другим еще более хитрым раствором проводится другая операция — слой ПОС-а убирается, не затрагивая слой меди.
Правда, иногда ПОС не убирается, а оплавляется в специальных печах. Или плата проходит горячее лужение(HASL-процесс) — когда она опускается в большую ванну с припоем. Сначала она покрывается канифольным флюсом:
И устанавливается вот в такой автомат:
Он опускает плату в ванну с припоем и тут же вытаскивает ее обратно.
 Потоки воздуха сдувают лишний припой, оставляя лишь тонкий слой на плате. Плата получается вот такая:
Потоки воздуха сдувают лишний припой, оставляя лишь тонкий слой на плате. Плата получается вот такая:Но на самом деле метод немного «варварский» и не очень действует на платы, особенно многослойные — при погружении в расплав припоя плата переносит температурный шок, что не очень хорошо действует на внутренние элементы многослойных плат и тонкие дорожки одно- и двухслойных.
Гораздо лучше покрывать иммерсионным золотом или серебром. Вот тут очень хорошая информация о иммерсионных покрытиях, если кому интересно.
Мы не побывали на участке иммерсионных покрытий, по банальной причине — он был закрыт, а за ключом было идти лень. А жаль.
Электротест
Дальше почти готовые платы отправляются на визуальный контроль и электротест. Электротест — это когда проверяются соединения всех контактных площадок между собой, нет ли где обрывов. Выглядит это очень забавно — станок держит плату и быстро-быстро тыкает в нее щупами. Видео этого процесса можно посмотреть у меня в инстаграме(кстати, подписаться можно там же). А в виде фото это выглядит вот так:
А в виде фото это выглядит вот так:Та большая машина слева — и есть электротест. А вот и сами щупы ближе:
На видео, правда, была другая машинка — с 4 щупами, а тут их 16. Говорят, гораздо быстрее всех трех старых машинок с четырьмя щупами вместе взятых.
Нанесение паяльной маски и покрытие контактных площадок
Следующий технологический процесс — нанесение паяльной маски. То самое зеленое(ну, чаще всего зеленое. А вообще оно бывает очень разных цветов) покрытие, которое мы видим на поверхности плат. Подготовленные платы:Закладываются вот в такой автомат:
Который через тонкую сеточку размазывает полужидкую маску по поверхности платы:
Видео нанесения, кстати, тоже можно посмотреть в инстаграме(и подписаться тоже:)
После этого, платы сушатся, пока маска перестанет липнуть, и экспонируются в той же желтой комнате, что мы видели выше. После этого, неэкспонированная маска смывается, обнажая контактные пятачки:
Потом их покрывают финишным покрытием — горячим лужением или иммерсионным нанесением:
И наносят маркировку — шелкографию.
 Это белые(чаще всего) буковки, которые показывают, где какой разъем и какой элемент тут стоит.
Это белые(чаще всего) буковки, которые показывают, где какой разъем и какой элемент тут стоит. Она может наносится по двум технологиям. В первом случае все происходит так же, как и с паяльной маской, отличается лишь цвет состава. Она закрывает всю поверхность платы, потом экспонируется, и неотвержденные ультрафиолетом участки смываются. Во втором случает ее наносит специальный принтер, печатающий хитрым эпоксидным составом:
Это и дешевле, и гораздо быстрее. Военные, кстати, не жалуют этот принтер, и постоянно указывают в требованиях к своим платам, что маркировка наносится только фотополимером, что очень огорчает главного технолога.
Изготовление многослойных печатных плат по методу металлизации сквозных отверстий:
Все, что я описал выше — касается только односторонних и двухсторонних печатных плат(на заводе их, кстати, никто так не называет, все говорят ОПП и ДПП). Многослойные платы(МПП) делаются на этом же оборудовании, но немного по другой технологии.Изготовление ядер
Ядро — это внутренний слой тонкого текстолита с медными проводниками на нем.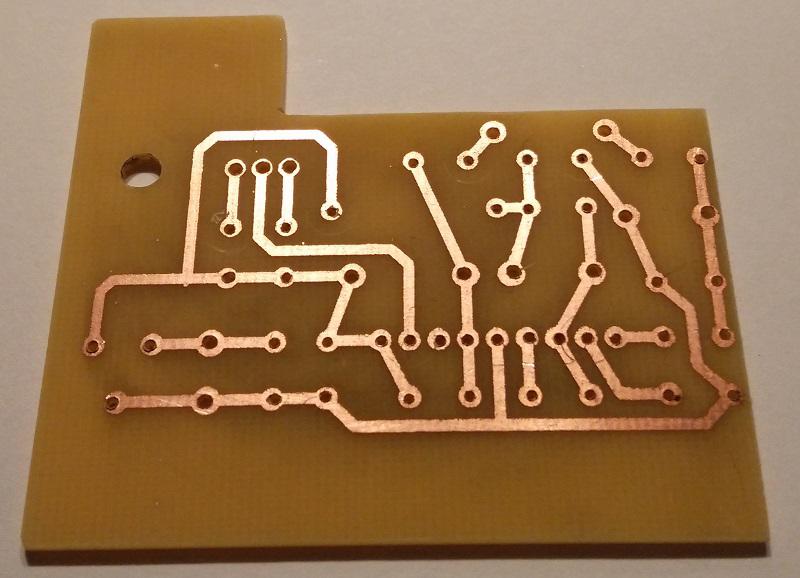 Таких ядер в плате может быть от 1(плюс две стороны — трехслойная плата) до 20. Одно из ядер называется золотым — это означает, что оно используется в качестве реперного — того слоя, по которому выставляются все остальные. Ядра выглядят вот так:
Таких ядер в плате может быть от 1(плюс две стороны — трехслойная плата) до 20. Одно из ядер называется золотым — это означает, что оно используется в качестве реперного — того слоя, по которому выставляются все остальные. Ядра выглядят вот так:Изготавливаются они точно так же, как и обычные платы, только толщина стеклотекстолита очень мала — обычно 0,5мм. Лист получается такой тонкий, то его можно изгибать, как плотную бумагу. На его поверхность наносится медная фольга, и дальше происходят все обычные стадии — нанесение, экспонирование фоторезиста и травление. Итогом этого являются вот такие листы:
После изготовления дорожки проверяются на целостность на станке, который сравнивает рисунок платы на просвет с фотошаблоном. Кроме этого, существует еще и визуальный контроль. Причем реально визуальный — сидят люди и смотрят в заготовки:
Иногда какая-то из стадий контроля выносит вердикт о плохом качестве одной из заготовок(черные крестики):
Этот лист плат, в которой случился дефект все равно изготовится полностью, но после нарезки бракованная плата пойдет в мусор.
 После того, как все слои изготовлены и проверены, наступает черед следующей технологической операции.
После того, как все слои изготовлены и проверены, наступает черед следующей технологической операции.Сборка ядер в пакет и прессование
Это происходит в зале под названием «Участок прессования»:Ядра для платы выкладываются вот в такую стопочку:
А рядом кладется карта расположения слоев:
После чего в дело вступает полуавтоматическая машина прессования плат. Полуавтоматичность ее заключается в том, что оператор должен по ее команде подавать ей ядра в определенном порядке.
Перекладывая их для изоляции и склеивания листами препрега:
А дальше начинается магия. Автомат захватывает и переносит листы в рабочее поле:
А затем совмещает их по реперным отверстиям относительно золотого слоя.
Дальше заготовка поступает в горячий пресс, а после прогрева и полимеризации слоев — в холодный. После этого мы получаем такой же лист стеклотекстолита, который ничем не отличается от заготовок для двухслойных печатных плат. Но внутри у него
 Дальше процесс проходит те же стадии, что я уже описывал ранее. Правда, за небольшим различием.
Дальше процесс проходит те же стадии, что я уже описывал ранее. Правда, за небольшим различием.Сверловка заготовок
При сборке пакета ОПП и ДПП для сверловки его не нужно центровать, и его можно собирать с некоторым допуском — все равно это первая технологическая операция, и все остальные будут ориентироваться на нее. А вот при сборке пакета многослойных печатных плат очень важно привязаться к внутренним слоям — при сверловке отверстие должно пройти насквозь все внутренние контакты ядер, соединив их Это рентгеновский сверлильный станок, который видит сквозь текстолит внутренние металлически реперные метки и по их расположению сверлит базовые отверстия, в которые вставляются крепежи для установки пакета в сверлильный станок.
Металлизация
Дальше все просто — заготовки сверлятся, очищаются, активируются и металлизируются. Металлизация отверстия связывает между собой все медные пяточки внутри печатной платы:Таким образом, завершая электронную схему внутренностей печатной платы.
Проверка и шлифы
Дальше от каждой платы отрезается кусочек, который шлифуется и рассматривается в микроскоп, для того, чтобы удостовериться, что все отверстия получились нормально. Эти кусочки называются шлифы — поперечно срезанные части печатной платы, которые позволяет оценить качество платы в целом и толщину медного слоя в центральных слоях и переходных отверстиях. В данном случае, под шлиф пускают не отдельную плату, а специально сделанные с краю платы весь набор диаметров переходных отверстий, которые используются в заказе. Шлиф, залитый в прозрачный пластик выглядит вот так:
Фрезеровка или скрайбирование
Далее платы, которые находятся на групповой заготовке необходимо разделить на несколько частей. Делается это либо на фрезерном станке:Который фрезой вырезает нужный контур. Другой вариант — скрайбирование, это когда контур платы не вырезается, а надрезается круглым ножом. Это быстрее и дешевле, но позволяет делать только прямоугольные платы, без сложных контуров и внутренних вырезов.
 Вот скрайбированная плата:
Вот скрайбированная плата:А вот фрезерованная:
Если заказывалось только изготовление плат, то на этом все заканчивается — платы складывают в стопочку:
Оборачивается все тем же маршрутным листом:
И ждет отправки.
А если нужна сборка и запайка, то впереди есть еще кое-что интересное.
Сборка
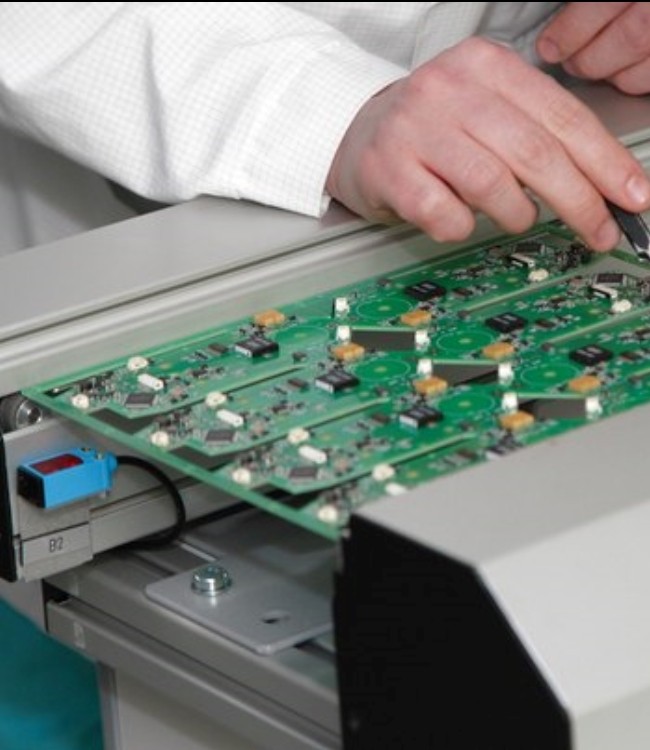
Дальше плата, если это необходимо поступает на участок сборки, где на нее напаиваются нужные компоненты. Если мы говорим о ручной сборке — то все понятно, сидят люди(кстати, в большинстве своем женщины, когда я к ним зашел, у меня уши в трубочку свернулись от песни из магнитофона «Боже, какой мужчина»):
И собирают, собирают:
А вот если говорить о автоматической сборке, то там все гораздо интереснее. Происходит это вот на такой длинной 10-метровой установке, которая делает все — от нанесения паяльной пасты до пайки по термопрофилям.
Кстати, все серьёзно. Там заземлены даже коврики:
Как я говорил, начинается все с того, что на неразрезанный лист с печатными платами устанавливают вместе с металлическим шаблоном в начало станка.
 На шаблон густо намазывается паяльная паста, и ракельный нож проходя сверху оставляет точно отмерянные количества пасты в углублениях шаблона.
На шаблон густо намазывается паяльная паста, и ракельный нож проходя сверху оставляет точно отмерянные количества пасты в углублениях шаблона.Шаблон поднимается, и паяльная паста оказывается в нужных местах на плате. Кассеты с компонентами устанавливаются в отсеки:
Каждый компонент заводится в соответствующую ему кассету:
Компьютеру, управляющему станком, говорится где какой компонент находится:
И он начинает расставлять компоненты на плате.
Выглядит это вот так(видео не мое). Можно смотреть вечно:
Аппарат установки компонентов называется Yamaha YS100 и способен устанавливать 25000 компонентов в час(на один тратится 0.14 секунды).
Дальше плата проходит горячую и холодные зоны печки(холодная — это значит «всего» 140°С, по сравнению с 300°С в горячей части). Побыв строго определенное время в каждой зоне со строго определенной температурой, паяльная паста плавится, образуя одно целое с ножками элементов и печатной платой:
Запаянный лист плат выглядит вот так:
Все.
 Плата разрезается, если нужно и упаковывается, чтобы вскоре уехать к заказчику:
Плата разрезается, если нужно и упаковывается, чтобы вскоре уехать к заказчику:Примеры
Напоследок, примеры того, что технотех может делать. Например, конструирование и изготовление многослойных плат(до 20 слоев), включая платы для BGA компонентов и HDI платы:C со всеми «номерными» военными приемками(да, на каждой плате вручную ставится номер и дата изготовления — этого требуют военные):
Проектирование, изготовления и сборка плат практически любой сложности, из своих или из компонентов заказчика:
И ВЧ, СВЧ, платы с металлизированным торцом и металлическим основанием(фотографий этого я не сделал, к сожалению).
Конечно, они не конкурент резониту в плане быстрых прототипов плат, но если у вас от 5 штук, рекомендую запросить у них стоимость изготовления — они очень хотят работать с гражданскими заказами.
И все-таки, в России производство еще есть. Что бы там не говорили.
Напоследок можно отдышаться, поднять глаза на потолок и попытаться разобраться в хитросплетениях труб:
Что почитать?
Субтрактивный комбинированный позитивный метод в домашних условиях ДПП в картинках
Несколько разных технологий изготовления ДПП и МПП
Производство в фотографиях(правда, без описания)
Процесс изготовления печатной платы на дому / Хабр
Введение
Кому не приходилось изготавливать печатную плату? Дело это не очень сложное, а результат придаёт проекту завершённость. В этом посте я бы хотел рассказать о процессе создания печатной платы на дому. Я опишу фоторезистивный метод создания платы. Он довольно прост в применении и позволяет печатать весьма сложные платы. Более того, я обошёлся струйным принтером.
Пост содержит фотографии, видео и схемы.
Идея фоторезистивного метода очень проста. Медь на печатной плате сверху покрыта специальным веществом. Если на это вещество попадает свет, то оно потом растворяется в проявителе. Если свет не попал, то в проявителе вещество остаётся красителем. Процесс изготовления платы состоит из четырёх частей:
1. Создаём прозрачную маску на которой размечено что с чем соединять
1. Светим на плату с веществом через эту маску
2. Бросаем плату в проявитель: на плате окрашены только места, размеченные на маске
3. Бросаем плату в травитель: он съест всю медь, кроме окрашеной
Создание схемы
Первый шаг создания печатной платы вполне очевиден: надо создать схему того, что будет на плате. Довольно стандартной программой для этого является Eagle CAD. Не смотря на то, что программой довольно сложно овладеть (мне так кажется, что она совершенно отвратительна в использовании), Eagle CAD пользуются очень многие. Пользователей так много, что производители и поставщики деталей иногда создают библиотеки компонентов.
В рамках этого поста мы будем делать довольно простое устройство: плату, разводящую контакты для ATTiny. Так, чтобы можно было воткнуть в плату чип, питание и программатор.
Сначала нарисуем простенькую схему, а потом, нажав «Switch to board» расположим компоненты на макете платы.
Схему и разводку платы можно увидеть тут.
Печать макета
Подготовим макет к печате. Надо убедиться, что включены только слои с Bottom, Pads, Vias, Dimension. В меню печати надо включить Mirror и Black. Таким образом макет будет отражен и напечатан лишь черным цветом. Не знаю, есть ли более удобный способ, но я распечатал макет в PDF, сконвертировал PDF в TIFF с довольно прилиным разрешением, а потом в текстовом редакторе размножил картинку, чтобы заполнить лист:
Отмечу, что я печатал две схемы, одну – на сегодня, а другую – на потом.
Документ готов. Печатаем на прозрачной плёнке. Я использовал плёнку от MG Chemicals. Хоть она и предназначена для лазерных принтеров, я использовал свой струйный Lexmark. Минус: чернила легко смазать рукой.
Подготовка платы
Очевидно, что для фоторезистивного процесса необходима плата, покрытая специальным веществом. Можно купить это вещество и покрывать плату самому, но я решил купить готовую. Вырежим из платы кусочек, соответствующий размерам схемы. Я использовал аппарат Dremel для вырезания:
Экспонирование
Всё готово для экспонирования платы. Опыт показывает, что струйный принтер может не дать нужной плотности (то есть чёрный с виду на самом деле будет пронизан мелкими дырочками). Бороться с этим не сложно: можно совместить два или три слоя распечатки. Вот так:
Снимем с платы защитный слой (белая тонка плёночка) и положим её на основу (книжка по электронике даёт +3 к удаче). Плату укроем плёнкой с распечаткой и прижмём это дело стеклом:
Конструкция должна простоять под сильной лампой минут 10:
Проявка
Пока плата экспонируется, разведём проявитель. На коробочке проявителя написана пропорция и рекомендуемая температура. Я взял проявитель от MG Chemicals. Он разводится в любой пластиковой посудине в соотношении 1 к 10:
Проявитель готов, десять минут уже прошло. Берём плату и кидаем её в проявитель:
Получится что-то вроде этого:
Травление
Споласкиваем плату в воде и кидаем её в травитель. Я использовал хлорное железо от MG Chemicals. Рекомендуемая температура – 50° C, но я травил при комнатных 25° С. Травилось минут 20:
Получится что-то вроде этого:
Зачистка
Оставшийся краситель легко удаляется спиртованными тряпочками:
В результате остаётся чистенькая плата:
Отверстия
Дыры дырявить просто. Я использовал тот же аппарат Dremel:
Получается почти уже готовая плата:
Компоненты
Цепляем на плату необходимые компоненты и припаиваем их к медной основе:
Результат
Плата получилась что надо, хоть друзьям показывай:
Впрочем, не всем друзьям объяснишь, что это такое…
Безопасность
Процесс изготовления плат этим методом предполагает работу со всякой химической дрянью.
Во-перых, не сливайте химическую дрянь в раковину или туалет. В интернете много советов о том, что с этой дрянью делать.
Во-вторых эта химическая дрянь портит одежду, оставляет пятна на руках и делает что-то совсем страшное с глазами. Пожалуйста, используйте средства безопасности! К примеру, я использовал резиновые перчатки, очки и передник из шторы для душа:
Я буду рад ответить на вопросы, услышать предложения как этот процесс можно улучшить, ну и, конечно, дополнить пост любой упущенной информацией.
Изготовление высококачественных печатных плат в «домашних» условиях
Таити!.. Таити!..
Не были мы ни на каком Таити!
Нас и тут неплохо кормят!
© Кот из мультика
Вступление с отступлением
Как в бытовых и лабораторных условиях делали платы раньше? Способов было несколько например:
- рисовали будущие проводники рейсфедерами;
- гравировали и резали резаками;
- наклеивали скотч или изоленту, потом рисунок вырезали скальпелем;
- изготавливали простейшие трафареты с последующим нанесением рисунка с помощью аэрографа.
Недостающие элементы дорисовывали рейсфедерами и ретушировали скальпелем.
Это был длительный и трудоемкий процесс, требующий от «рисователя» недюжинных художественных способностей и аккуратности. Толщина линий с трудом укладывалась в 0,8 мм, точность повторения была никакая, каждую плату нужно было рисовать отдельно, что сильно сдерживало выпуск даже очень маленькой партии печатных плат (далее ПП).
Что же мы имеем сегодня?
Прогресс не стоит на месте. Времена, когда радиолюбители рисовали ПП каменными топорами на шкурах мамонтов, канули в лету. Появление на рынке общедоступной химии для фотолитографии открывает перед нами совсем иные перспективы производства ПП без металлизации отверстий в домашних условиях.
Коротко рассмотрим химию, используемую сегодня для производства ПП.
Фоторезист
Можно использовать жидкий или пленочный. Пленочный в данной статье рассматривать не будем вследствие его дефицитности, сложностей прикатывания к ПП и более низкого качества получаемых на выходе печатных плат.
После анализа предложений рынка я остановился на POSITIV 20 в качестве оптимального фоторезиста для домашнего производства ПП.
Назначение:
POSITIV 20 фоточувствительный лак. Используется при мелкосерийном изготовлении печатных плат, гравюр на меди, при проведении работ, связанных с переносом изображений на различные материалы.
Свойства:
Высокие экспозиционные характеристики обеспечивают хорошую контрастность переносимых изображений.
Применение:
Применяется в областях, связанных с переносом изображений на стекло, пластики, металлы и пр. при мелкосерийном производстве. Способ применения указан на баллоне.
Характеристики:
Цвет: синий
Плотность: при 20°C 0,87 г/см3
Время высыхания: при 70°C 15 мин.
Расход: 15 л/м2
Максимальная фоточувствительность: 310-440 нм
Подробнее о POSITIV 20 можно почитать здесь.
В инструкции к фоторезисту написано, что хранить его можно при комнатной температуре и он не подвержен старению. Категорически не согласен! Хранить его нужно в прохладном месте, например, на нижней полке холодильника, где обычно поддерживается температура +2 +6°C. Но ни в коем случае не допускайте отрицательных температур!
Если использовать фоторезисты, продаваемые «на розлив» и не имеющие светонепроницаемой упаковки, требуется позаботиться о защите от света. Хранить нужно в полной темноте и температуре +2 +6°C.
Просветитель
Аналогично, наиболее подходящим просветителем я считаю постоянно используемый мной TRANSPARENT 21.
Назначение:
Позволяет непосредственно переносить изображения на поверхности, покрытые светочувствительной эмульсией POSITIV 20 или другим фоторезистом.
Свойства:
Придает прозрачность бумаге. Обеспечивает пропускание ультрафиолетовых лучей.
Применение:
Для быстрого переноса контуров рисунков и схем на подложку. Позволяет значительно упростить процесс репродуцирования и сократить временные затраты.
Характеристики:
Цвет: прозрачный
Плотность: при 20°C 0,79 г/см3
Время высыхания: при 20°C 30 мин.
Примечание:
Вместо обычной бумаги с просветителем можно использовать прозрачную пленку для струйных или лазерных принтеров в зависимости от того, на чем будем печатать фотошаблон.
Проявитель фоторезиста
Существует много различных растворов для проявления фоторезиста.
Советуют проявлять с помощью раствора «жидкое стекло». Его химический состав: Na2SiO3*5H2O. Это вещество обладает огромным числом достоинств. Наиболее важным является то, что в нем очень трудно передержать ПП вы можете оставить ПП на не фиксированное точно время. Раствор почти не изменяет своих свойств при перепадах температуры (нет риска распада при увеличении температуры), также имеет очень большой срок хранения его концентрация остается постоянной не менее пары лет. Отсутствие проблемы передержки в растворе позволит увеличить его концентрацию для уменьшения времени проявления ПП. Рекомендуют смешивать 1 часть концентрата с 180 частями воды (чуть более 1,7 г силиката в 200 мл воды), но возможно сделать более концентрированную смесь, чтобы изображение проявлялось примерно за 5 секунд без риска разрушения поверхности при передержке. При невозможности приобретения силиката натрия используйте углекислый натрий (Na2СO3) или углекислый калий (K2СO3).
Также рекомендуют бытовое средство для прочистки сантехники «Крот».
Не пробовал ни первое, ни второе, поэтому расскажу, чем проявляю без каких-либо проблем уже несколько лет. Я использую водный раствор каустической соды. На 1 литр холодной воды 7 граммов каустической соды. Если нет NaOH, применяю раствор KOH, вдвое увеличив концентрацию щелочи в растворе. Время проявления 30-60 секунд при правильной экспозиции. Если по истечении 2 минут рисунок не проявляется (или проявляется слабо), и начинает смываться фоторезист с заготовки значит, неправильно выбрано время экспозиции: нужно увеличивать. Если, наоборот, быстро проявляется, но смываются и засвеченные участки, и незасвеченные либо слишком велика концентрация раствора, либо низкое качество фотошаблона (ультрафиолет свободно проходит сквозь «черное»): нужно увеличивать плотность печати шаблона.
Растворы травления меди
Лишнюю медь с печатных плат стравливают с помощью разных травителей. Среди людей, занимающихся этим дома, зачастую распространены персульфат аммония, перекись водорода + соляная кислота, раствор медного купороса + поваренная соль.
Я всегда травлю хлорным железом в стеклянной посуде. При работе с раствором нужно быть осторожным и внимательным: при попадании на одежду и предметы остаются ржавые пятна, которые с трудом удаляются слабым раствором лимонной (сок лимона) или щавелевой кислоты.
Концентрированный раствор хлорного железа подогреваем до 50-60°C, в него погружаем заготовку, стеклянной палочкой с ватным тампоном на конце аккуратно и без усилия водим по участкам, где хуже стравливается медь, этим достигается более ровное травление по всей площади ПП. Если не выравнивать принудительно скорость, увеличивается требуемая продолжительность травления, а это со временем приводит к тому, что на участках, где медь уже стравилась, начинается подтравливание дорожек. В итоге имеем совсем не то, что хотели получить. Очень желательно обеспечить непрерывное перемешивание травильного раствора.
Химия для смывки фоторезиста
Чем проще всего смыть уже ненужный фоторезист после травления? После многократных проб и ошибок я остановился на обыкновенном ацетоне. Когда его нет смываю любым растворителем для нитрокрасок.
Итак, делаем печатную плату
С чего начинается высококачественная печатная плата? Правильно:
Создание высококачественного фотошаблона
Для его изготовления можно воспользоваться практически любым современным лазерным или струйным принтером. Учитывая, что мы используем в рамках данной статьи позитивный фоторезист, там, где на ПП должна остаться медь, принтер должен рисовать черным. Где не должно быть меди принтер ничего не должен рисовать. Очень важный момент при печати фотошаблона: требуется установить максимальный полив красителя (в настройках драйвера принтера). Чем более черными будут закрашенные участки, тем больше шансов получить великолепный результат. Цвет не нужен, достаточно черного картриджа. Из той программы (рассматривать программы не будем: каждый волен выбирать сам от PCAD до Paintbrush), в которой рисовался фотошаблон, печатаем на обычном листе бумаги. Чем выше разрешение при печати и чем качественнее бумага, тем выше будет качество фотошаблона. Рекомендую не ниже 600 dpi, бумага не должна быть сильно плотной. При печати учитываем, что той стороной листа, на которую наносится краска, шаблон будет класться на заготовку ПП. Если сделать иначе, края у проводников ПП будут размытыми, нечеткими. Даем просохнуть краске, если это был струйный принтер. Далее пропитываем бумагу TRANSPARENT 21, даем просохнуть и фотошаблон готов.
Вместо бумаги и просветителя можно и даже очень желательно использовать прозрачную пленку для лазерных (при печати на лазерном принтере) или струйных (для струйной печати) принтеров. Учтите, что у этих пленок стороны неравнозначны: только одна рабочая. Если будете использовать лазерную печать, крайне рекомендую сделать «сухой» прогон листа пленки перед печатью просто прогоните лист через принтер, имитируя печать, но ничего не печатая. Зачем это нужно? При печати фьюзер (печка) прогреет лист, что неизбежно приведет к его деформации. Как следствие ошибка в геометрии ПП на выходе. При изготовлении двусторонних ПП это чревато несовпадением слоев со всеми вытекающими А с помощью «сухого» прогона мы прогреем лист, он деформируется и будет готов к печати шаблона. При печати лист во второй раз пройдет сквозь печку, но деформация при этом будет куда менее значительной проверено неоднократно.
Если ПП несложная, можно нарисовать ее вручную в очень удобной программе с русифицированным интерфейсом Sprint Layout 3.0R (~650 КБ).
На подготовительном этапе рисовать не слишком громоздкие электрические схемы очень удобно в также русифицированной программе sPlan 4.0 (~450 КБ).
Так выглядят готовые фотошаблоны, распечатанные на принтере Epson Stylus Color 740:
Печатаем только черным, с максимальным поливом красителя. Материал прозрачная пленка для струйных принтеров.
Подготовка поверхности ПП к нанесению фоторезиста
Для производства ПП используются листовые материалы с нанесенной медной фольгой. Самые распространенные варианты с толщиной меди 18 и 35 мкм. Чаще всего для производства ПП в домашних условиях используются листовые текстолит (прессованная с клеем ткань в несколько слоев), стеклотекстолит (то же самое, но в качестве клея используются эпоксидные компаунды) и гетинакс (прессованная бумага с клеем). Реже ситтал и поликор (высокочастотная керамика в домашних условиях применяется крайне редко), фторопласт (органический пластик). Последний также применяется для изготовления высокочастотных устройств и, имея очень хорошие электротехнические характеристики, может использоваться везде и всюду, но его применение ограничивает высокая цена.
Прежде всего, необходимо убедиться в том, что заготовка не имеет глубоких царапин, задиров и тронутых коррозией участков. Далее желательно до зеркала отполировать медь. Полируем не особо усердствуя, иначе сотрем и без того тонкий слой меди (35 мкм) или, во всяком случае, добьемся разной толщины меди на поверхности заготовки. А это, в свою очередь, приведет к разной скорости вытравливания: быстрее стравится там, где тоньше. Да и более тонкий проводник на плате не всегда хорошо. Особенно, если он длинный и по нему будет течь приличный ток. Если медь на заготовке качественная, без грехов, то достаточно обезжирить поверхность.
Нанесение фоторезиста на поверхность заготовки
Располагаем плату на горизонтальной или слегка наклоненной поверхности и наносим состав из аэрозольной упаковки с расстояния примерно 20 см. Помним, что важнейший враг при этом пыль. Каждая частица пыли на поверхности заготовки источник проблем. Чтобы создать однородное покрытие, распыляем аэрозоль непрерывными зигзагообразными движениями, начиная из верхнего левого угла. Не применяйте аэрозоль в избыточных количествах, так как это вызывает нежелательные подтеки и приводит к образованию неоднородного по толщине покрытия, требующего более длительного времени экспозиции. Летом при высокой температуре окружающей среды может потребоваться повторная обработка, либо необходимо распылять аэрозоль с меньшего расстояния для уменьшения потерь от испарения. При распылении не наклоняйте баллон сильно это приводит к повышенному расходу газа-пропеллента и как следствие аэрозольный баллон прекращает работу, хотя в нем остается еще фоторезист. Если вы получаете неудовлетворительные результаты при аэрозольном нанесении фоторезиста, используйте центрифужное покрытие. В этом случае фоторезист наносится на плату, закрепленную на вращающемся столе с приводом 300-1000 оборотов в минуту. После окончания нанесения покрытия плата не должна подвергаться воздействию сильного света. По цвету покрытия можно приблизительно определить толщину нанесенного слоя:
- светло-серый синий 1-3 микрона;
- темно-серый синий 3-6 микрон;
- синий 6-8 микрон;
- темно-синий более 8 микрон.
На меди цвет покрытия может иметь зеленоватый оттенок.
Чем тоньше покрытие на заготовке, тем лучше результат.
Я всегда наношу фоторезист на центрифуге. В моей центрифуге скорость вращения 500-600 об/мин. Крепление должно быть простым, зажим производится только по торцам заготовки. Закрепляем заготовку, запускаем центрифугу, брызгаем на центр заготовки и наблюдаем, как фоторезист тончайшим слоем растекается по поверхности. Центробежными силами излишки фоторезиста будут сброшены с будущей ПП, поэтому очень рекомендую предусмотреть защитную стенку, чтобы не превратить рабочее место в свинарник. Я использую обыкновенную кастрюлю, в днище которой по центру сделано отверстие. Через это отверстие проходит ось электродвигателя, на которой установлена площадка крепления в виде креста из двух алюминиевых реек, по которым «бегают» уши зажима заготовок. Уши сделаны из алюминиевых уголков, зажимаемых на рейке гайкой типа «барашек». Почему алюминий? Маленькая удельная масса и, как следствие, меньше биения при отклонении центра массы вращения от центра вращения оси центрифуги. Чем точнее отцентрировать заготовку, тем меньше будут биения за счет эксцентриситета массы и тем меньше усилий потребуется для жесткого крепления центрифуги к основанию.
Фоторезист нанесен. Даем ему просохнуть в течение 15-20 минут, переворачиваем заготовку, наносим слой на вторую сторону. Даем еще 15-20 минут на сушку. Не забываем о том, что попадание прямого солнечного света и пальцев на рабочие стороны заготовки недопустимы.
Дубление фоторезиста на поверхности заготовки
Помещаем заготовку в духовку, плавно доводим температуру до 60-70°C. При этой температуре выдерживаем 20-40 минут. Важно, чтобы поверхностей заготовки ничто не касалось допустимы только касания торцов.
Выравнивание верхнего и нижнего фотошаблонов на поверхностях заготовки
На каждом из фотошаблонов (верхний и нижний) должны быть метки, по которым на заготовке нужно сделать 2 отверстия для совмещения слоев. Чем дальше друг от друга метки, тем выше точность совмещения. Обычно я их ставлю по диагонали шаблонов. По этим меткам на заготовке с помощью сверлильного станка строго под 90° сверлим два отверстия (чем тоньше отверстия, тем точнее совмещение я использую сверло 0,3 мм) и совмещаем по ним шаблоны, не забывая о том, что шаблон должен прикладываться к фоторезисту той стороной, на которую была произведена печать. Прижимаем шаблоны к заготовке тонкими стеклами. Стекла предпочтительнее всего использовать кварцевые они лучше пропускают ультрафиолет. Еще лучшие результаты дает оргстекло (плексиглас), но оно имеет неприятное свойство царапаться, что неизбежно скажется на качестве ПП. При небольших размерах ПП можно использовать прозрачную крышку от упаковки компакт-диска. За неимением таких стекол можно использовать и обычное оконное, увеличив время экспозиции. Важно, чтобы стекло было ровным, обеспечивая ровное прилегание фотошаблонов к заготовке, иначе невозможно будет получить качественные края дорожек на готовой ПП.
Заготовка с фотошаблоном под оргстеклом. Используем коробку из-под компакт-диска.
Экспозиция (засветка)
Время, требуемое для экспонирования, зависит от толщины слоя фоторезиста и интенсивности источника света. Лак-фоторезист POSITIV 20 чувствителен к ультрафиолетовым лучам, максимум чувствительности приходится на участок с длиной волны 360-410 нм.
Лучше всего экспонировать под лампами, диапазон излучения которых находится в ультрафиолетовой области спектра, но если такой лампы у вас нет можно использовать и обычные мощные лампы накаливания, увеличив время экспозиции. Не начинайте засветку до момента стабилизации освещения от источника необходимо, чтобы лампа прогрелась в течение 2-3 минут. Время экспозиции зависит от толщины покрытия и обычно составляет 60-120 секунд при расположении источника света на расстоянии 25-30 см. Используемые пластины стекла могут поглощать до 65% ультрафиолета, поэтому в таких случаях необходимо увеличивать время экспозиции. Лучшие результаты достигаются при использовании прозрачных плексигласовых пластин. При применении фоторезиста с длительным сроком хранения время экспонирования может потребоваться увеличить вдвое помните: фоторезисты подвержены старению!
Примеры использования различных источников света:
| Источник света | Время | Расстояние | Примечание |
|---|---|---|---|
| ртутная лампа Philips HPR125 | 3 мин. | 30 см | покрытие из кварцевого стекла толщиной 5 мм |
| ртутная лампа 1000W | 1,5 мин. | 50 см | покрытие из кварцевого стекла толщиной 5 мм |
| ртутная лампа 500W | 2,5 мин. | 50 см | покрытие из кварцевого стекла толщиной 5 мм |
| кварцевая лампа 300W | 3-4 мин. | 30 см | покрытие из кварцевого стекла толщиной 5 мм |
| солнечный свет | 5-10 мин. | лето, в полдень, безоблачно | покрытие из кварцевого стекла толщиной 5 мм |
| лампы Osram-Vitalux 300W | 4-8 мин. | 40 см | покрытие из кварцевого стекла толщиной 8 мм |
Лампы УФ-излучения
Каждую сторону экспонируем по очереди, после экспозиции даем выстояться заготовке 20-30 минут в затемненном месте.
Проявление экспонированной заготовки
Проявляем в растворе NaOH (каустическая сода) подробнее смотрите в начале статьи при температуре раствора 20-25°C. Если до 2 минут проявления нет мало время экспозиции. Если проявляется хорошо, но смываются и полезные участки вы перемудрили с раствором (слишком велика концентрация) или слишком велико время экспозиции при данном источнике излучения или фотошаблон низкого качества недостаточно насыщенный печатаемый черный цвет позволяет ультрафиолету засвечивать заготовку.
При проявлении я всегда очень бережно, без усилий «катаю» ватным тампоном на стеклянной палочке по тем местам, где должен смыться засвеченный фоторезист, это ускоряет процесс.
Промывка заготовки от щелочи и остатков отслоившегося засвеченного фоторезиста
Я делаю это под водопроводным краном обычной водопроводной водой.
Повторное дубление фоторезиста
Помещаем заготовку в духовку, плавно поднимаем температуру и при температуре 60-100°C выдерживаем 60-120 минут рисунок становится прочным и твердым.
Проверка качества проявления
Кратковременно (на 5-15 секунд) погружаем заготовку в подогретый до температуры 50-60°C раствор хлорного железа. Быстро промываем проточной водой. В местах, где фоторезиста нет, начинается интенсивное травление меди. Если где-то случайно остался фоторезист, аккуратно механически удаляем его. Удобно это делать обычным или офтальмологическим скальпелем, вооружившись оптикой (очки для пайки, лупа часовщика, лупа на штативе, микроскоп).
Травление
Травим в концентрированном растворе хлорного железа с температурой 50-60°C. Желательно обеспечить непрерывную циркуляцию травильного раствора. Плохо стравливающиеся места аккуратно «массируем» ватным тампоном на стеклянной палочке. Если хлорное железо свежеприготовленное, время травления обычно не превышает 5-6 минут. Промываем заготовку проточной водой.
Плата вытравлена
Как готовить концентрированный раствор хлорного железа? Растворяем в слегка (до 40°C) подогретой воде FeCl3 до тех пор, пока не перестанет растворяться. Фильтруем раствор. Хранить нужно в затемненном прохладном месте в герметичной неметаллической упаковке в стеклянных бутылках, например.
Удаление уже ненужного фоторезиста
Смываем фоторезист с дорожек ацетоном или растворителем для нитрокрасок и нитроэмалей.
Сверление отверстий
Диаметр точки будущего отверстия на фотошаблоне желательно подбирать таким, чтобы впоследствии было удобно сверлить. Например, при требуемом диаметре отверстия 0,6-0,8 мм диаметр точки на фотошаблоне должен быть около 0,4-0,5 мм в таком случае сверло будет хорошо центроваться.
Желательно использовать сверла, покрытые карбидом вольфрама: сверла из быстрорежущих сталей очень быстро изнашиваются, хотя сталь можно применять для сверления одиночных отверстий большого диаметра (больше 2 мм), так как сверла с напылением карбида вольфрама такого диаметра слишком дорогие. При сверлении отверстий диаметром менее 1 мм лучше использовать вертикальный станок, иначе ваши сверла будут быстро ломаться. Если сверлить ручной дрелью неизбежны перекосы, ведущие к неточной стыковке отверстий между слоями. Движение сверху вниз на вертикальном сверлильном станке самое оптимальное с точки зрения нагрузки на инструмент. Карбидные сверла изготавливают с жестким (т.е. сверло точно соответствует диаметру отверстия) или с толстым (иногда называют «турбо-») хвостовиком, имеющим стандартный размер (обычно, 3,5 мм). При сверлении сверлами с карбидным напылением важно жестко закрепить ПП, так как такое сверло при движении вверх может приподнять ПП, перекосить перпендикулярность и вырвать фрагмент платы.
Сверла маленьких диаметров обычно вставляются либо в цанговый патрон (различных размеров), либо в трехкулачковый патрон. Для точной фиксации закрепление в трехкулачковом патроне не самый лучший вариант, и маленький размер сверла (меньше 1 мм) быстро делает желобки в зажимах, теряя хорошую фиксацию. Поэтому для сверл диаметром меньше 1 мм лучше использовать цанговый патрон. На всякий случай приобретите дополнительный набор, содержащий запасные цанги для каждого размера. Некоторые недорогие сверла производят с пластиковыми цангами выбросите их и купите металлические.
Для получения приемлемой точности необходимо правильно организовать рабочее место, то есть, во-первых, обеспечить хорошее освещение платы при сверлении. Для этого можно использовать галогенную лампу, прикрепив ее на штативе для возможности выбирать позицию (освещать правую сторону). Во-вторых, поднять рабочую поверхность примерно на 15 см выше столешницы для лучшего визуального контроля над процессом. Неплохо было бы удалять пыль и стружку в процессе сверления (можно использовать обычный пылесос), но это не обязательно. Надо отметить, что пыль от стекловолокон, образующаяся при сверлении, очень колкая и при попадании на кожу вызывает ее раздражение. И, наконец, при работе очень удобно пользоваться ножным включателем сверлильного станка.
Типичные размеры отверстий:
- переходные отверстия 0,8 мм и менее;
- интегральные схемы, резисторы и т.д. 0,7-0,8 мм;
- большие диоды (1N4001) 1,0 мм;
- контактные колодки, триммеры до 1,5 мм.
Старайтесь избегать отверстий диаметром менее 0,7 мм. Всегда держите не менее двух запасных сверл 0,8 мм и менее, так как они всегда ломаются именно в тот момент, когда вам срочно надо сделать заказ. Сверла 1 мм и больше намного надежнее, хотя и для них неплохо бы иметь запасные. Когда вам надо изготовить две одинаковые платы, то для экономии времени их можно сверлить одновременно. При этом необходимо очень аккуратно сверлить отверстия в центре контактной площадки около каждого угла ПП, а для больших плат отверстия, расположенные близко от центра. Положите платы друг на друга и, используя центрующие отверстия 0,3 мм в двух противоположных углах и штифты в качестве колышков, закрепите платы относительно друг друга.
При необходимости можно зенковать отверстия сверлами большего диаметра.
Лужение меди на ПП
Если нужно облудить дорожки на ПП, можно воспользоваться паяльником, мягким низкоплавким припоем, спиртоканифольным флюсом и оплеткой коаксиального кабеля. При больших объемах лудят в ванных, наполненных низкотемпературными припоями с добавлением флюсов.
Наиболее популярным и простым расплавом для лужения является легкоплавкий сплав «Розе» (олово 25%, свинец 25%, висмут 50%), температура плавления которого 93-96°C. Плату при помощи щипцов помещают под уровень жидкого расплава на 5-10 секунд и, вынув, проверяют, вся ли медная поверхность покрыта равномерно. При необходимости операцию повторяют. Сразу же после вынимания платы из расплава его остатки удаляют либо с помощью резинового ракеля, либо резким встряхиванием в направлении, перпендикулярном плоскости платы, удерживая ту в зажиме. Другим способом удаления остатков сплава «Розе» является нагрев платы в термошкафу и встряхивание. Операция может проводиться повторно для достижения монотолщинного покрытия. Чтобы предотвратить окисление горячего расплава, в емкость для лужения добавляют глицерин, так чтобы его уровень покрывал расплав на 10 мм. После окончания процесса плата отмывается от глицерина в проточной воде. Внимание! Данные операции предполагают работу с установками и материалами, находящимися под действием высокой температуры, поэтому для предотвращения ожога необходимо пользоваться защитными перчатками, очками и фартуками.
Операция лужения сплавом олово-свинец протекает аналогично, но более высокая температура расплава ограничивает область применения данного способа в условиях кустарного производства.
Хочу поделиться еще одним способом лужения при помощи сплава «Розе», также проверенным на практике. Обыкновенная водопроводная вода наливается в консервную банку или небольшую мисочку, добавляется немного лимонной кислоты или уксуса, ставится на плиту. В кипящую воду помещается плата, высыпается несколько застывших капель сплава «Розе», которые тут же плавятся в кипящей воде, и ваткой, намотанной на длинный пинцет или палочку (чтобы не обжечься паром), аккуратно размазываются по дорожкам. По завершении процесса вода сливается, а застывшие остатки сплава складываются в какую-либо емкость до следующего использования.
Не забудьте после лужения очистить плату от флюса и тщательно обезжирить.
Если у вас большое производство можно использовать химическое лужение.
Нанесение защитной маски
Операции с нанесением защитной маски в точности повторяют все, что было написано выше: наносим фоторезист, сушим, дубим, центруем фотошаблоны масок, экспонируем, проявляем, промываем и еще раз дубим. Само собой, пропускаем шаги с проверкой качества проявления, травлением, удалением фоторезиста, лужением и сверлением. В самом конце дубим маску в течение 2 часов при температуре около 90-100°C она станет прочной и твердой, как стекло. Образованная маска защищает поверхность ПП от внешнего воздействия и предохраняет от теоретически возможных замыканий при эксплуатации. Также она играет не последнюю роль при автоматической пайке не дает «сесть» припою на соседние участки, замыкая их.
Все, двусторонняя печатная плата с маской готова
Мне приходилось таким образом делать ПП с шириной дорожек и шагом между ними до 0,05 мм (!). Но это уже ювелирная работа. А без особых усилий можно делать ПП с шириной дорожки и шагом между ними 0,15-0,2 мм.
На плату, показанную на фотографиях, я маску не наносил не было такой необходимости.
Печатная плата в процессе монтажа на нее компонентов
А вот и само устройство, для которого делалась ПП:
Это сотовый телефонный мост, позволяющий в 2-10 раз снизить стоимость услуг мобильной связи ради этого стоило возиться с ПП ;). ПП с распаянными компонентами находится в подставке. Раньше там было обыкновенное зарядное устройство для аккумуляторов мобильного телефона.
Дополнительная информация
Металлизация отверстий
В домашних условиях можно выполнить даже металлизацию отверстий. Для этого внутренняя поверхность отверстий обрабатывается 20-30-процентным раствором азотнокислого серебра (ляпис). Затем поверхность очищается ракелем и плата сушится на свету (можно использовать УФ-лампу). Суть этой операции в том, что под действием света азотнокислое серебро разлагается, и на плате остаются вкрапления серебра. Далее производится химическое осаждение меди из раствора: сернокислая медь (медный купорос) 2 г, едкий натр 4 г, нашатырный спирт 25-процентный 1 мл, глицерин 3,5 мл, формалин 10-процентный 8-15 мл, вода 100 мл. Срок хранения приготовленного раствора очень мал готовить нужно непосредственно перед применением. После осаждения меди плату промывают и сушат. Слой получается очень тонким, его толщину необходимо увеличить до 50 мкм гальваническим способом.
Раствор для нанесения медного покрытия гальваническим способом:
На 1 литр воды 250 г сульфата меди (медный купорос) и 50-80 г концентрированной серной кислоты. Анодом служит медная пластинка, подвешенная параллельно покрываемой детали. Напряжение должно быть 3-4 В, плотность тока 0,02-0,3 A/см2, температура 18-30°C. Чем меньше ток, тем медленнее идет процесс металлизации, но тем качественнее получаемое покрытие.
Фрагмент печатной платы, где видна металлизация в отверстии
Самодельные фоторезисты
Фоторезист на основе желатина и бихромата калия:
Первый раствор: 15 г желатина залить 60 мл кипяченой воды и оставить для набухания на 2-3 часа. После набухания желатина поставить емкость на водяную баню при температуре 30-40°C до полного растворения желатина.
Второй раствор: в 40 мл кипяченой воды растворить 5 г двухромовокислого калия (хромпик, порошок ярко-оранжевого цвета). Растворять при слабом рассеянном освещении.
В первый раствор при интенсивном перемешивании влить второй. В полученную смесь пипеткой добавить несколько капель нашатырного спирта до получения соломенного цвета. Фотоэмульсия наносится на подготовленную плату при очень слабом освещении. Плата сушится до «отлипа» при комнатной температуре в полной темноте. После экспонирования плату при слабом рассеянном освещении промыть в теплой проточной воде до удаления незадубленного желатина. Чтобы лучше оценить результат, можно окрасить участки с неудаленным желатином раствором марганцовки.
Усовершенствованный самодельный фоторезист:
Первый раствор: 17 г столярного клея, 3 мл водного раствора аммиака, 100 мл воды оставить для набухания на сутки, затем греть на водяной бане при 80°C до полного растворения.
Второй раствор: 2,5 г бихромата калия, 2,5 г бихромата аммония, 3 мл водного раствора аммиака, 30 мл воды, 6 мл спирта.
Когда первый раствор остынет до 50°C, при энергичном перемешивании влейте в него второй раствор и полученную смесь профильтруйте (эту и последующие операции необходимо проводить в затемненном помещении, солнечный свет недопустим!). Эмульсия наносится при температуре 30-40°C. Дальше как в первом рецепте.
Фоторезист на основе бихромата аммония и поливинилового спирта:
Готовим раствор: поливиниловый спирт 70-120 г/л, бихромат аммония 8-10 г/л, этиловый спирт 100-120 г/л. Избегать яркого света! Наносится в 2 слоя: первый слой сушка 20-30 минут при 30-45°C второй слой сушка 60 минут при 35-45°C. Проявитель 40-процентный раствор этилового спирта.
Химическое лужение
Прежде всего, плату необходимо декапировать, чтобы удалить образовавшийся окисел меди: 2-3 секунды в 5-процентном растворе соляной кислоты с последующей промывкой в проточной воде.
Достаточно просто осуществлять химическое лужение погружением платы в водный раствор, содержащий хлорное олово. Выделение олова на поверхности медного покрытия происходит при погружении в такой раствор соли олова, в котором потенциал меди более электроотрицателен, чем материал покрытия. Изменению потенциала в нужном направлении способствует введение в раствор соли олова комплексообразующей добавки тиокарбамида (тиомочевины). Такого типа растворы имеют следующий состав (г/л):
| 1 | 2 | 3 | 4 | |
|---|---|---|---|---|
| Двухлористое олово SnCl2*2H2O | 5,5 | 5-8 | 20 | 10 |
| Тиокарбамид CS(NH2)2 | 50 | 35-50 | — | — |
| Серная кислота H2SO4 | — | 30-40 | — | — |
| Винная кислота C4H6O6 | 35 | — | — | — |
| Каустическая сода NaOH | — | 6 | — | — |
| Молочнокислый натрий | — | — | 200 | — |
| Сернокислый алюминий-аммоний (алюмоаммонийные квасцы) | — | — | — | 300 |
| Температура, °C | 60-70 | 50-60 | 18-25 | 18-25 |
Среди перечисленных наиболее распространены растворы 1 и 2. Иногда в качестве поверхностно-активного вещества для 1-го раствора предлагается использование моющего средства «Прогресс» в количестве 1 мл/л. Добавление во 2-й раствор 2-3 г/л нитрата висмута приводит к осаждению сплава, содержащего до 1,5% висмута, что улучшает паяемость покрытия (препятствует старению) и многократно увеличивает срок хранения до пайки компонентов у готовой ПП.
Для консервации поверхности применяют аэрозольные распылители на основе флюсующих композиций. Нанесенный на поверхность заготовки лак после высыхания образует прочную гладкую пленку, которая препятствует окислению. Одним из популярных веществ является «SOLDERLAC» фирмы Cramolin. Последующая пайка проводится прямо по обработанной поверхности без дополнительного удаления лака. В особо ответственных случаях пайки лак можно удалить спиртовым раствором.
Искусственные растворы для лужения ухудшаются с течением времени, особенно при контакте с воздухом. Поэтому если у вас большие заказы бывают нечасто, то старайтесь приготовить сразу небольшое количество раствора, достаточное для лужения нужного количества ПП, а остатки раствора храните в закрытой емкости (идеально подходят бутылки типа используемых в фотографии, не пропускающие воздух). Также необходимо защищать раствор от загрязнения, которое может сильно ухудшить качество вещества.
В заключение хочу сказать, что все же лучше использовать готовые фоторезисты и не заморачиваться с металлизацией отверстий в домашних условиях великолепных результатов все равно не получите.
Делаем печатную плату
Что такое печатная платa
Печа́тная пла́та (англ. printed circuit board, PCB, или printed wiring board, PWB) — пластина из диэлектрика, на поверхности и/или в объёме которой сформированы электропроводящие цепи электронной схемы. Печатная плата предназначена для электрического и механического соединения различных электронных компонентов. Электронные компоненты на печатной плате соединяются своими выводами с элементами проводящего рисунка обычно пайкой.
В отличие от навесного монтажа, на печатной плате электропроводящий рисунок выполнен из фольги, целиком расположенной на твердой изолирующей основе. Печатная плата содержит монтажные отверстия и контактные площадки для монтажа выводных или планарных компонентов. Кроме того, в печатных платах имеются переходные отверстия для электрического соединения участков фольги, расположенных на разных слоях платы. С внешних сторон на плату обычно нанесены защитное покрытие («паяльная маска») и маркировка (вспомогательный рисунок и текст согласно конструкторской документации).
В зависимости от количества слоёв с электропроводящим рисунком, печатные платы подразделяют на:
-
односторонние (ОПП): имеется только один слой фольги, наклеенной на одну сторону листа диэлектрика.
-
двухсторонние (ДПП): два слоя фольги.
-
многослойные (МПП): фольга не только на двух сторонах платы, но и во внутренних слоях диэлектрика. Многослойные печатные платы получаются склеиванием нескольких односторонних или двухсторонних плат.
По мере роста сложности проектируемых устройств и плотности монтажа, увеличивается количество слоёв на платах.
Основой печатной платы служит диэлектрик, наиболее часто используются такие материалы, как стеклотекстолит, гетинакс. Также основой печатных плат может служить металлическое основание, покрытое диэлектриком (например, анодированный алюминий), поверх диэлектрика наносится медная фольга дорожек. Такие печатные платы применяются в силовой электронике для эффективного теплоотвода от электронных компонентов. При этом металлическое основание платы крепится к радиатору. В качестве материала для печатных плат, работающих в диапазоне СВЧ и при температурах до 260 °C, применяется фторопласт, армированный стеклотканью (например, ФАФ-4Д), и керамика. Гибкие платы делают из полиимидных материалов, таких как каптон.
Какой материал будем использовать для изготовления плат
Самые распространненые, доступные материалы для изготовления плат — это Гетинакс и Стеклотекстолит. Гетинакс-бумага пропитанная бакелитовым лаком, текстолит стекловолокно с эпоксидкой. Однозначно будем использовать стеклотекстолит!
Стеклотекстолит фольгированный представляет собой листы, изготовленные на основе стеклотканей, пропитанных связующим на основе эпоксидных смол и облицованные с двух сторон медной электролитической гальваностойкой фольгой толщиной 35 мкм. Предельно допустимая температура от -60ºС до +105ºС. Имеет очень высокие механические и электроизоляционные свойства, хорошо поддается механической обработке резкой, сверлением, штамповкой.
Стеклотекстолит в основном используется одно или двухсторонний толщиной 1.5мм и с медной фольгой толщиной 35мкм или 18мкм. Мы будем использовать односторонний стеклотекстолит толщиной 0.8мм с фольгой толщиной 35мкм (почему будет подробно рассмотрено далее).
Методы изготовления печатных плат дома
Платы можно изготавливать химическим методом и механическим.
При химическом методе в тех местах где должны быть дорожки (рисунок) на плате на фольгу наносится защитный состав (лак, тонер, краска и т.д.). Далее плата погружается в специальный раствор (хлорное железо, перекись водорода и другие) который «разъедает» медную фольгу, но не действует на защитный состав. В итоге под защитным составом остается медь. Защитный состав в дальнейшем удаляется растворителем и остаётся готовая плата.
При механическом методе используется скальпель (при ручном изготовлении) или фрезерный станок. Специальная фреза делает бороздки на фольге, в итоге оставляя островки с фольгой — необходимый рисунок.
Фрезерные станки довольно дорогое удовольствие, а также сами фрезы дороги и имеют небольшой ресурс. Так что, этот метод мы не будем использовать.
Самый простой химический метод — ручной. Ризографом лаком рисуются дорожки на плате и потом травим раствором. Этот метод не позволяет делать сложные платы, с очень тонкими дорожками — так что это тоже не наш случай.
Следующий метод изготовления плат — с помощью фоторезиста. Это очень распространненая технология (на заводе платы делаются как раз этим методом) и она часто используется в домашних условиях. В интернет очень много статей и методик изготовления плат по этой технологии. Она дает очень хорошие и повторяемые результаты. Однако это тоже не наш вариант. Основная причина — довольно дорогие материалы (фоторезист, который к тому же портится со временем), а также дополнительные инструменты (УФ ламка засветки, ламинатор). Конечно, если у вас будет объемное производство плат дома — то фоторезист вне конкуренции — рекомендуем освоить его. Также стоит отметить, что оборудование и технология фоторезиста позволяет изготовливать шелкографию и защитные маски на платы.
С появлением лазерных принтеров радиолюбители стали активно их использовать для изготовления плат. Как известно, для печати лазерный принтер использует «тонер». Это специальный порошок, который под температурой спекается и прилипает к бумаге — в итоге получается рисунок. Тонер устойчив к различным химическим веществам, это позволяет использовать его как защитное покрытие на поверхности меди.
Итак, наш метод состоит в том, чтобы перенести тонер с бумаги на поверхность медной фольги и потом протравить плату специальным раствором для получения рисунка.
В связи с простотой использования данный метод заслужил очень большое распространение в радиолюбительстве. Если вы наберете в Yandex или Google как перенести тонер с бумаги на плату — то сразу найдёте такой термин как «ЛУТ» — лазерно утюжная технология. Платы по этой технологии делаются так: печатается рисунок дорожек в зеркальном варианте, бумага прикладывается к плате рисунком к меди, сверху данную бумагу гладим утюгом, тонер размягчяется и прилипает к плате. Бумага далее размачивается в воде и плата готова.
В интернет «миллион» статей о том как сделать плату по этой технологии. Но у данной технологии есть много минусов, которые требуют прямых рук и очень долгой пристройки себя к ней. То есть ее надо почувствовать. Платы не выходят с первого раза, получаются через раз. Есть много усовершенствований — использовать ламинатор (с переделкой — в обычном не хватает температуры), которые позволяют добиться очень хороших результатов. Даже есть методы построения специальных термопрессов, но все это опять требует специального оборудования. Основные недостатки ЛУТ технологии:
-
перегрев — дорожки растекаются — становятся шире
-
недогрев — дорожки остаютяся на бумаге
-
бумага «прижаривается» к плате — даже при размокании сложно отходит — в итоге может повредится тонер. Очень много информации в интернете какую бумагу выбрать.
-
Пористый тонер — после снятия бумаги в тонере остаются микропоры — через них плата тоже травится — получаются изъеденные дорожки
-
повторяемость результата — сегодня отлично, завтра плохо, потом хорошо — стабильного результат добиться очень сложно — нужна строго постоянная температура прогрева тонера, нужно стабильное давление прижима платы.
К слову, у меня этим методом не получилось сделать плату. Пробовал делать и на журналах, и на мелованной бумаге. В итоге даже платы портил — от перегрева вздувалась медь.
В интернет почему-то незаслуженно мало информации про еще один метод переноса тонера — метод холодного химического переноса. Он основан на том факте, что тонер не растворяется спиртом, но растворяется ацетоном. В итоге, если подобрать такую смесь ацетона и спирта, которая будет только размягчать тонер — то его можно «переклеить» на плату с бумаги. Этот метод мне очень понравился и сразу дал свои плоды — первая плата была готова. Однако, как оказалось потом, я нигде не смог найти подробной информации, которая давала бы 100% результат. Нужен такой метод, которым плату мог сделать даже ребёнок. Но на второй раз плату сделать не вышло, потом опять и пришло долго подбирать нужные ингридиенты.
В итоге после долгих была разработана последовательность действий, подобраны все компоненты, которые дают если не 100% то 95% хорошего результата. И самое главное процесс настолько простой, что плату может сделать ребенок полностью самостоятельно. Вот этот метод и будем использовать. (конечно его можно и далее доводить до идеала — если у вас выйдет лучше — то пишите). Плюсы данного метода:
-
все реактивы недорогие, доступные и безопасные
-
не нужны дополнительные инструменты (утюги, лампы, ламинаторы — ничего, хотя нет — нужна кастрюля)
-
нет возможности испортить плату — плата вообще не нагревается
-
бумага отходит сама — видно результат перевода тонера — где перевод не вышел
-
нет пор в тонере (они заклеиваются бумагой) — соответственно нет протравов
-
делаем 1-2-3-4-5 и получаем всегда один и тот же результат — почти 100% повторяемость
Прежде чем начать, посмотрим какие платы нам нужны, и что мы сможем сделать дома данным методом.
Основные требования к изготовленным платам
Мы будем делать приборы на микроконтроллерах, с применением современных датчиков и микросхем. Микросхемы становятся все меньше и меньше. Соответственно необходимо выполнение следующих требований к платам:
-
платы должны быть двух сторонними (как правило развести одностороннюю плату очень сложно, сделать дома четырехслойные платы довольно сложно, микроконтроллерам нужен земляной слой для защиты от помех)
-
дорожки должны быть толщиной 0.2мм — такого размера вполне достаточно — 0.1мм было бы еще лучше — но есть вероятность протравов, отхода дорожек при пайке
-
промежутки между дорожками — 0.2мм — этого достаточно практически для всех схем. Уменьшение зазора до 0.1мм чревато сливанием дорожек и сложностью в контроле платы на замыкания.
Мы не будем использовать защитные маски, а также делать шелкографию — это усложнит производство, и если вы делаете плату для себя, то в этом нет нужды. Опять же в интернет много информации на эту тему, и если есть желание вы можете навести «марафет» самостоятельно.
Мы не будем лудить платы, в этом тоже нет необходимости (если только вы не делаете прибор на 100лет). Для защиты мы будем использовать лак. Основная наша цель — быстро, качественно, дёшево в домашних условиях сделать плату для прибора.
Вот так выглядит готовая плата. сделанная нашим методом — дорожки 0.25 и 0.3, расстояния 0.2
Как сделать двухстороннюю плату из 2-ух односторонних
Одна из проблем изготовления двухсторонних плат — это совмещение сторон, так чтобы переходные отверстия совпадали. Обычно для этого делается «бутерброд». На листе бумаги печатается сразу 2 стороны. Лист сгибается пополам, на просвет точно совмещаются стороны с помощью специальных меток. Внутрь вкладывается двухсторонний текстолит. При методе ЛУТ такой бутерброд проглаживается утюгом и получается двухсторонняя плата.
Однако, при методе холодного переноса тонера сам перенос осуществляется с помощью жидкости. И поэтому очень сложно организовать процесс смачивания одной стороны одновременно с другой стороной. Это конечно тоже можно сделать, но с помощью специального приспособления — мини пресса (тисков). Берутся плотные листы бумаги — которые впитывают жидкость для переноса тонера. Листы смачиваются так, чтобы жидкость не капала, и лист держал форму. И дальше делается «бутерброд» — смоченный лист, лист туалетной бумаги для впитывания лишней жидкости, лист с рисунком, плата двухсторонняя, лист с рисунком, лист туалетной бумаги, опять смоченный лист. Все это зажимается вертикально в тиски. Но мы так делать не будем, мы поступим проще.
На форумах по изготовлению плат проскочила очень хорошая мысль — какая проблема делать двухстороннюю плату — берем нож и режем текстолит пополам. Так как стеклотекстолит — это слоеный материал, то это не сложно сделать при опредленной сноровке:
В итоге из одной двухсторонней платы толщиной 1.5мм получаем две односторонние половинки.
Далее делаем две платы, сверлим и все — они идеально совмещены. Ровно разрезать текстолит не всегда получалось, и в итоге пришла идея использовать сразу тонкий односторонний текстолит толщиной 0.8мм. Две половинки потом можно не склеивать, они будут держаться за счет запаяных перемычек в переходных отверстиях, кнопок, разъемов. Но если это необходимо без проблем можно склеить эпоксидным клеем.
Основные плюсы такого похода:
-
Текстолит толщиной 0,8мм легко режется ножницами по бумаге! В любую форму, то есть очень легко обрезать под корпус.
-
Тонкий текстолит — прозрачный — посветив фонарем снизу можно легко проверить корректность всех дорожек, замыкания, разрывы.
-
Паять одну сторону проще — не мешают компоненты на другой стороне и легко можно контролировать спайки выводов микросхем— соединить стороны можно в самом конце
Минусы:
-
Сверлить надо в два раза больше отверстий и отверстия могут чуть-чуть не совпасть
-
Немного теряется жёсткость конструкции если не склеивать платы, а склеивать не очень удобно
-
Односторонний стеклотекстолит толщиной 0.8мм трудно купить, в основном продается 1.5мм, но если не удалось достать, то можно раскроить ножем более толстый текстолит.
Перейдем к деталям.
Необходимые инструменты и химия
Нам понадобятся следующие ингридиенты:
-
стеклотекстолит 0.8мм 1-сторонний
-
губка пружинка для мытья посуды
-
фейри или другая жидкость для мытья посуды
-
ацетон (Не забывайте что его пары ядовиты! Работайте в хорошо провертриваемом помещении!)
-
жидкость для снятия лака без ацетона (например ЛАСКА, она точно подходит). Обязательно проверьте жидкость. сейчас очень много подделок, в которые добавлен ацетон. Для проверки надо смочить распечатку на бумаге этой жидкостью, тонер не должен поплыть!
-
спирт технический (ИЗОПРОПАНОЛ — Изопропиловый спирт абслолютированный 99.7% безводный), можно и медицинский, но его сейчас трудно купить
-
туалетная бумага мягкая двух-слойная (например Zewa)
-
шприц пластиковый на 2-3мл
-
фото бумага LOMOND 0102145 85gsm InkJet Photo Paper
-
принтер лазерный чернобелый с высоким разрешением — больше 600dpi. Например HP LaserJet P1102. Картридж можно использовать неоригинальный. Например — Profline отлично подходит.
-
Ножницы, лучше швейный для раскроя ткани
-
сверла 0.6, 0.8, 1мм
-
маркер для корректировки плат Edding 140S
-
минидрель из моторчика (ниже будет рассказано как ее сделать)
-
гидроперит (приобретается в аптеке)
-
лимонная кислота (в хозяйсвтенном магазине или супермаркете)
-
соль каменная (без йода)
-
емкость для травления — например пластиковый контейнер
Теперь когда все это есть, делаем по шагам.
1. Компоновка слоев платы на листе бумаги для печати c помощью InkScape
Inkscape — это высококачественный профессиональный инструмент для работы с векторной графикой для Windows, Mac OS X и Linux. Он широко используется любителями и профессионалами по всему миру для создания иллюстраций, иконок, логотипов, диаграмм, карт, а также веб-графики. Inkscape использует открытый стандарт SVG (Scalable Vector Graphics) от W3C в качестве формата по-умолчанию, а также сам является свободным и открытым программным обеспечением.
Эта программа очень хороша для компоновки рисунка будущей платы. На выходе программы трассировки платы Kicad (или другой) мы получаем рисунок каждого слоя в формате svg или pdf. С помощью этой программы можно импортировать на один лист каждый слой (то есть несколько svg файлов), если необходимо отразить их зеркально и разместить их на листе в нужном количестве. Получившийся рисунок можно сохранить в pdf формате или сразу распечтать.
Давайте посмотрим как это делается.
-
Создаем новый документ в InkScape
-
Выбираем «Файл — Импортировать» и выбираем наши файлы svg слоев платы. ОБЯЗАТЕЛЬНО делать импортирование, иначе можно измениться геометрия рисунка! В итоге получается 2 объекта (можно импортировать по одному):
-
Далее растаскиваем два чертежа и необходимый слой платы (если в Kicad делали оба слоя не зеркальные — то F.Cu слой надо сделать зеркальным) делаем зеркальным (кнопка V — вертикально или H — горизонтально, все равно как, больше для наглядности). Располагаем их рядом, чтобы можно было разрезать — достаточно зазора 2-3мм. Для большей точности можно использовать поля с милиметрами в панели инструментов:
-
Если нам надо поместится в печатную плату определенного размера — то можно сделать прямоугольник нужного размера и внутри его располагать наши рисунки. !Перед печатью нужно удалить все лишние элементы!, если оставить то может в итоге выйти не черный цвет.
-
Лучше сразу печатать 2 копии — чтобы сразу посмотреть какая вышла лучше или если не выйдет с первого раз то останется вторая. В этом редакторе легко можно скопировать и сделать второй экземпляр.
-
Выбираем Файл — сохранить Как — формат PDF и сохраняем. Если вы будете печатать непосредственно из Inkscape, то обязательно проверяйте геометрию, диагональные расстояния сверьте линейкой, иначе плата не выйдет. При печати лучше выбирать Тип печати — ВЕКТОРНЫЙ.
Естественно, если вы например делаете несколько плат сразу, то можно на одном листе расположить нужное количество чертежей.
Небольшие советы:
-
Старайтесь оставить отступы от краев, потому что принтер может плохо печатать ближе к краю.
-
Если плата небольшая, то лучше разместить так, чтобы рисунок занимал пол страницы, тогда можно лист фотобумаги разрезать на 2 части при печати и использовать 2 раза.
-
На печати не должно быть никаких серых областей — все только черно-белое!
-
Обязательно проверяйте посадочные места перед изготовлением платы — приложите микросхемы к распечатанным областям на обычном листе бумаги, или прямо к монитору
-
Внимательно следите за зеркальным слоем — проверить очень легко — после печати — переверните лист и на просвет убедитесь, что все соответсвует рисунку в Kicad.
-
Перед началом изготовления выберите лучшую копию — где больше тонера, где он лучше лежит и т. д.
-
Старайтесь, чтобы сама плата была не большой — не больше 10см х 10 см, иначе ее будет сложно равномерно прижать чертеж к плате. То есть если плата большая, лучше сделать каждую сторону за отдельный заход.
-
Если что-то пошло не так, не переживайте, все можно повторить заново.
-
Оставьте небольшой отступ по длинной стороне итогового чертежа, например 2см, чтобы держать вырезанный рисунок руками.
-
Сама плата должно быть хотя бы на 3мм больше с каждого края чертежа
Вот идеальный вариант:
Еще раз напишу — все добавленные прямоугольники необходимо удалить! Оставить только рисунки платы!
2. Печатаем на принтере рисунок платы
Для нашего метода изготовления плат нужна специальная бумага. Ее подбор — это большая сложная работа. Перепробовав разные бумаги: факсовая, журналы, мелованная, обычная, наконец то была найдена идеальная бумага. Какая бумага нам нужна:
-
Она должна быть легко доступна
-
Недорогая
-
Тонкая, и в то же время не рвущаяся при размачивании
-
Бумага с глянцевым слоем
-
Хорошо и быстро впитывающая влагу (наш раствор), и при этом не коробящаяся при намокании
-
Она должна подходить для лазерного принтера, чтобы не мучиться с приклеиванием бумаги и т. д.
Итак, наш выбор — это бумага фотобумага Lomond (см выше точное название).
Печатать нужно на максимальном расходе тонера. В Windows идем в принтеры, находим нужный принтер и на нем нажимаем правой кнопкой мышки — свойства. Идем на закладку «Параметры устройства» и выбираем плотность печати — максимальная (например 5). В linux такой настройки в драйверах нет, пришлось ставить виртуальную машину с Windows.
Без этой настройки перевод может не получится, и тонер может быть более пористым. При печати также выбираем свойства и чернобелую печать и максимальное разрешение:
Данные настройки могут отличаться для разных принтеров, важно чтобы было максимальное качество печати и расход картриджа. После печати ни в коем случае не трогать руками сам рисунок платы, чтобы не оставить на нем жирных следов!
!При печати PDF файла — обязательно следите за тем, чтобы масштаб был 100% или реальный размер. Adobe PDF любит автоматически размещать на листе меняя масштаб! В этом случае ничего не выйдет.
Теперь вырезаем ножницами рисунок который получился лучше всего. С одного края оставляем 2см бумаги, чтобы держать листок руками (лучше по длинной стороне платы). Режем близко к рисунку 2-3 мм от самого рисунка, чтобы видеть границы рисунка. Кладем его рядом, и он ждет своей участи.
3. Готовим раствор для химического перевода
Сам рецепт очень простой. Берем 2 части жидкости для снятия лака и 1 часть ацетона (например 10мл жидкости и 5мл ацетона). Отмерить можно как угодно — шприцом, мерным стаканчиком. На одну плату 100х50мм идет 2-3мл раствора, так что обычно 30мл хватает на долго, тоесть можно все сразу не смешивать. Хранить такой раствор надо обязательно в плотно закрытой емкости. Очень удобно использовать бутылки стеклянные от физраствора из аптеки с резиновыми крышками:
Ацетон более летучий, так что при длительном хранении может нарушится пропорция. Лучше раствор готовить сразу, и очень долго не хранить. Смешали, немного поболтали и все готово.
4. Готовим стеклотекстолит
На этом этапе лучше сразу подготовить рабочее место где вы будете переводить рисунок на плату. Подойдет стол или табуретка. Сверху лучше положить широкую доску толщиной 2 см или мебельный щит — нужна ровная массивная поверхность. В центр доски кладем 1 лист двухслойной туалетной бумаги.
Для хорошего качества перевода тонера плату необходимо подготовить. Делается это в два этапа. Сначала нашей железной губкой пружинками натираем плату круговыми движениями до блеска. Так как плата у нас тонкая — то лучше положить ее на что-то жесткое. Придерживаем за край и движениями от себя зачищаем плату. Должны уйти все следы окислов, царапины мелкие, отпечатки пальцев. Плата должна блестеть как зеркало, примерно так (для сравнения слева вверху необработанная поверхность):
После этого капаем каплю Фейри в центр платы и хорошо вспениваем руки и саму плату. Моем, трем прямо 2-3 минуты. После этого промываем холодной водой. Держим строго за края платы. Никаких следов от рук остаться не должно. После этого плата готова для перевода. Стряхиваем воду и кладем нашу плату на лист туалетной бумаги, которую мы подготовили. Из шприца выдавливаем пару больших капель нашего раствора на плату и протираем ее куском туалетной бумаги на сухо. На этом этапе следим, чтобы на плату не попали ворсинки, пыль, волосы и т. д. Если у вас грязное помещение, то надо сначала навести порядок.
5. Переводим рисунок
Итак, мы добрались до самого ответственного момента — он него зависит качество полученной платы. Самое приятное тут, что если вдруг что-то пойдет не так, то всегда можно начать сначала и переделать плату заново. Сама плата на этом этапе не портится, и этот этап можно повторять, пока не выйдет идеально.
Переводим рисунок (прежде чем делать — прочитайте несколько раз, делать надо все строго последовательно и быстро).
-
Набираем в шприц наш приготовленный раствор — достаточно около 2-3мл.
-
Кладем нашу подготовленную плату на туалетную бумагу медной поверхностью вверх. На медь наносим с помощью шприца много-много капелек, покрывая всю плату тонким слоем раствора. Шприц здесь очень помогает экономить раствор и равномерно наносить его на плату. Лучше чтобы это была цельная лужа без промежутков.
-
Теперь быстро кладем вырезанный чертеж рисунка платы самим рисунком ВНИЗ и белой стороной бумаги вверх на смоченную раствором плату. Класть лучше держа за тот кусочек, который мы специально оставили. Бумага должна лечь ровно по плате и сразу начнем промокать. Двигать ее в этот момент нельзя! Так что лучше потренироваться с водой, чтобы она ложилась ровно по границе платы. -
По мере промокания бумаги берем пластиковую карту (например карту скидок какого-то магазина) и проводим ей от того места где мы держим бумагу до края, выдавливая лишнюю жидкость и распрямляя наш чертеж. -
Теперь начинаем считать до 10, кладем сверху 2 куска туалетной бумаги и через 10 секунд придавливаем нашу плату грузом весом около 3кг. Можно использовать кастрюлю с ровным дном, налив туда воды (лучше теплой) или что-то похожее. Дно должно быть очень ровным. Поставили кастрюлю на плату — и надавали на нее половиной своей массы на секунд 5. Теперь ждем 5 минут.
-
Через 5 минут снимаем кастрюлю и достаем нашу плату. Бумага должна стать практически белой, рисунка почти не видно. Это значит, что она высохла. Если это не так, то пусть полежит досохнет. На ощупь она должна стать полностью сухой.
Очень важно чтобы обе поверхности пресса были ровные без выступов и дырок. У нас должен получится ровный гладкий пресс. Большую массу тут нельзя применять. Я пробовал делать это с грузом в 10кг — дорожки расплывались. Вес груза 3-4 кг является идеальным. Вы можете попробовать разные варианты, пока не набьете руку, но в принципе этот этап получается обычно сразу и легко.
Теперь необходимо удалить бумагу, чтобы рисунок остался на плате. Если попробовать сделать как в методе ЛУТ, поместить плату под теплую воду, чтобы бумага размокла. То бумага размокнет, но на плате останется тонка пленка фото слоя, которая будет мешать травлению. Если его продолжать удалять щеткой или руками, то повысится пористось тонера и не выйдут полигоны. В общем каким то случайным образом получилось снять бумагу другим методом, который отлично работает на 95% (иногда не выходит, но после небольшой сноровки получается с первого раза). Лучше этот этап внимательно посмотреть на видео несколько раз, там подробно видно как все работает. По сути это ключевой момент всей технологии.
Нам понадобится изопропиловый спирт 97% (см выше) и старая зубная щетка. Окунаем щетку в спирт, и смачиваем сверху нашу бумагу. Она становится немного маслянистой, и в отличие от воды остается полностью целой, не разбухает, не размокает. С того края, где у нас была лишняя бумага без рисунка немного отгибаем бумагу и щеткой заливаем спирт между бумагой и платой. Нам надо намочить бумагу сверху спиртом и подлить его между бумагой и платой. Подливаем спирт несколько раз, бумагу можно прижимать обратно к плате, чтобы спирт стал проникать на зону чертежа. Теперь начинаем очень медленно, желательно с равномерной, силой тянуть листок бумаги. Вы должны почувствовать как бумага отходит от тонера, а он остается на плате.
Когда пройдете 1см, то опять подливаем спирт сверху и между бумагой, она должна быть постоянно смоченной. Продолжаем тянуть и подливать сприт, пока вся бумага не отойдет от тонера.
В итоге у вас в руках должна остаться бумага БЕЗ ТОНЕРА. А на плате остаться ТОНЕР. Бумага здесь является контрольным инструментом — если часть тонера отвалится, то он останется на БУМАГЕ! То есть вы сразу увидите, как получилось перевести тонер. Например черная точка — это часть дорожки. Бумага должна быть абсолютно без тонера.
Хороший результат если тонер отвалился с части полигонов — плата подойет. Если тонер отвалился с пары дорожек — то не беда — можно подреставрировать. Если же отошли большие куски — значит что-то не то, малый груз, грязная плата, где-то попали ворсинки. Всю процедуру надо повторить. Тонер надо смыть ацетоном, и опять начать сначала, с подготовки текстолита.
Если у вас небольшие куски тонера отвалились, то проще не переделывать плату, а воспользоваться маркером. Он отлично подкрашивает нужные участки. Красить лучше как бы ставя много точек с небольшим нажимом. Оставленный рисунок должен быть плотный и видным как наплыв черного лака. Красить надо минимум в 2 слоя. Вот на дорожке видим отвалился тонер:
На бумаге тоже это будет видно:
А вот так выглядит плата после реставрации (маркер просто идеальный, в конце фото платы после травления):
Плата готова для травления. На этом этапе вы можете еще раз проверить все хорошо. Возьмите яркий источник света и посветите на плату, и наклоняйте ее из стороный в сторну как бы ловя солнечный зайчик. Если в тонере есть поры, или где-то он плохо прилип, то вы без сомнения увидите отблески меди обычно на полигонах. Это говорит скорее всего о том, что у вас сел картридж или низкое разрешение принтера. Можно оставить — плата скорее всего получится, но дорожки могут быть пористыми или переделать.
В нашем методе после высыхания тонер будет иметь белый налет, на нем остается фото слой — он дополнительно защищает поры тонера. Осталось протравить плату.
Если вдруг у вас не получается этот этап, то все равно плату можно сделать — сняв слой бумаги обычным методом как в ЛУТ технологии — размочив в теплой воде, плата получится хорошо — но будет не так идеально на полигонах.
Внимание! Прежде чем травить плату, еще раз проверьте рисунок, там ли находятся отверстия, те ли корпуса под микросхемы, нет ли разрывов на дорожкам. Тут еще можно все переделать. После того как вы протравите плату, придется только работать ножом и проводками. !При переносе тонера, если сдвинуть бумагу или сильно давить картой при выравнивании, может измениться геометрия рисунка. Обязательно проверьте линейкой по диагональным точкам расстояние!
6. Травим плату
В интернет рассмотрено очень много травильных растворов. Самый известный — хлорное железо. Но так как мы занимаемся платами дома, будем использовать самый чистый и безопасный раствор — перекись водорода. Абсолютно безвредная жидкость, можно выливать в раковину, конечно нельзя ПИТЬ.
Минус у нашего раствора один — его нельзя хранить. То есть готовится он на раз. Но с другой стороны его плюс — недорогая стоимость и доступность всех ингридиентов.
Готовим раствор для травления, лучше это делать например в обычной литровой банке, удобно помешивать.
-
Наливаем в банку 50мл теплой воды.
-
Кладем туда 3 таблетки Гидроперита (1 таблетка 1.5г в упаковке 8 таблеток) и помешиваем круговыми движениями, пока она полностью не растворится! Должен получится 3% раствор перекиси водорода.
-
Кладем 15 грамм Лимонной кислоты (можно 20) и 5 гр (чайную ложку) НЕ ЙОДИРОВННОЙ СОЛИ. Все это опять помешиваем круговыми движениями до полного растворения.
Теперь выливаем этот раствор в плоскую емкость, контейнер, и в него кладем нашу плату. Лучше класть плату дорожками вниз! В этом случае процесс будет идти быстрее. Иначе на поверхности платы будет образовываться нерастворимый осадок, который будет мешать травлению. Сразу должен пойти процесс — вся плата должна покрыться пузырьками. Ждем где-то около 20-30 минут и все должно быть готово. Иногда немного дольше — 40минут. Контролировать процесс очень легко — светим фонариком снизу контейнера, и мы должны увидеть рисунок платы. В процессе травления раствор становится сначала зеленый, а потом, когда вся кислота уже прореагировала и стала солью — синий. Если раствор пенится и пузырится, вы перебрали с солью. Капните туда еще немного перекиси и воды. Сильное пузырение может повредить тонер. Когда пузырение прекратится — плата готова.
Если все протравилось — нет точек лишних и т.д. — то достаем плату, еще раз смотрим внимательно и промываем теплой водой, можно добавить немного соды, чтобы нейтрализовать лимонную кислоту. Если плату вы сразу не будете запаивать, то можно оставить тонер как защиту меди. Второй вариант снять тонер ацетоном и покрыть плату спиртоканифольным флюсом. Качество готовой платы вы можете оценить по этому фото (дорожки 0.25):
7. Сверлим отверстия
Не смотрите на то, какие сверла указаны в KICAD, эти размеры используются при сверлении на заводе, при очень точно центровке. При ручной сверловке, подбирайте сверла как можно меньшего диаметра, по деталям, которые будут в эти отверстия запаиваться (Ориентируйтесь на список свёрел, приведенный ниже).
Посмотрим какие свёрла нам могут понадобиться:
-
Сверло диаметр 0.6мм — тоньше сверла не нужны, это самое тонкое которое нужно. Чем тоньше сверло, тем более точно вы попадаете в разметку, поэтому этим сверлом можно сверлить ответсвенные переходные отверстия там где нужна особая точность. Потом отверстие можно рассверлить любым нужным сверлом. Такая двухэтапная сверловка будет гораздо точнее, чем сразу сверлить нужным сверлом. Если брать тонкую проволку на переходные отверстия, то оно подойдет для них (например из витой пары).
-
Сверло диаметр 0.7мм — самое ходовое сверло, под все выводные компоненты можно сверлить им — резисторы, конденсаторы, кварцы, монтажные провода, переходные отверстия.
-
Сверло диаметр 0.8мм — можно использовать для отверстий под монтажные провода и некоторые разъемы.
-
Сверло диаметр 1мм — подходит для разъемов типа PIN 2.54 — штыри. Можно конечно попробовать 0.8 — но его чуть-чуть не хватает.
-
Сверло диаметр 2мм — хорошо подходит для монтажных отверстий под маленькие шурупы — крепление платы к корпусу
-
Сверло диаметр 3мм — монтажные отверстия под болты М3
Чтобы упростить себе работу, сверлить надо только те отверстия где подходит дорожка, и второе отверстие просверлить уже потом, когда запяете переходные отверстия. Чтобы не склеивать плату, для обеспечения жесткости, можно добавить неоходимые переходы по земляным полигонам по краям платы.
Сверла такого диаметра нельзя зажать в обычную дрель. Нужна специальная мини-дрель. Можно использовать готовые — например Дремель или специальный мини станок для сверления плат, но гораздо проще и дешевле сделать минидрель из моторчика.
Делаем мини дрель
Для того чтобы сделать мини дрель нужен только моторчик и цанговый патрон для маленьких сверл. Мотор лучше выбрать с высокими оборотами — около 10тыс оборотов в минуту. Отличный мотор R380-2580. При 12в питании выдает 14тыс оборотов. Диаметр вала — 2.3мм.
Цанговый патрон бывает двух видов — набор цанг на фиксированный диаметр сверла:
Автоматический цанговый набор:
Мы рекомендуем первый вариант — он дешевле. Далее необходимо к мотору припаять провода и выключатель (лучше кнопку). Кнопку лучше разместить на корпусе, чтобы удобнее было быстро включать и выключать моторчик. Остается подобрать блок питания, можно взять любой блок питания на 7-12в током 1А (можно и меньше), если такого блока питания нет, то может подойти зарядка по USB на 1-2А или батарейка Крона (только надо пробовать — не все зарядки любят моторы, мотор может не запустится).
Дрель готова, можно сверлить. Но вот только необходимо сверлить строго под углом 90градусов. Можно соорудить мини станок — в интернет есть различные схемы:
Но есть более простое решение.
Кондуктор для сверления
Чтобы сверлить ровно под 90 градусов достаточно изготовить кондуктор для сверления. Мы будем делать вот такой:
Изготовить его очень легко. Берем квадратик любого пластика. Кладем нашу дрель на стол или другую ровную поверхность. И сверлим в пластике нужным сверлом отверстие. Важно обеспечить ровное горизонтальное смещение дрели. Можно прислонить моторчик к стене или рейке и пластик тоже. Далее большим сверлом рассверлить отверстие под цангу. С обратной стороны рассверлить или срезать кусок пластика, чтобы было видно сверло. На низ можно приклеить нескользящую поверхность — бумагу или резинку. Такой кондуктор надо сделать под каждое сверло. Это обеспечит идеально точное сверление!
Такой вариант тоже подойдет, срезать сверху часть пластика и срезать уголок снизу.
Вот как производится сверление с его помощью:
Зажимаем сверло так, чтобы оно торчало на 2-3мм при полном погружении цанги. Ставим сверло на место где надо сверлить (при травлении платы у нас будет оставаться метка где сверлить в виде мини отверстия в меди — в Kicad мы специально ставили галку для этого, так что сверло будет само вставать туда), прижимаем кондуктор и включаем мотор — отверстие готово. Для подстветки можно использовать фонарик, положив его на стол.
Как уже мы писали ранее, сверлить можно только отверстия с одной стороны — там где подходят дорожки — вторую половину можно досверлить уже без кондуктора по направляющему первому отверстию. Это немного экономит силы.
8. Лужение платы
Зачем лудить платы — в основном для защиты меди от корозии. Основной минус лужения — перегрев платы, возможная порча дорожек. Если у вас нет паяльной станции — однозначо — не лудите плату! Если она есть, то риск минимальный.
Можно лудить плату сплавом РОЗЕ в кипящей воде, но он дорого стоит и его сложно достать. Лудить лучще обычным припоем. Чтобы сдеалать это качественно, очень тонким слоем надо сделать простое приспособление. Берем кусочек оплетки для выпайки деталей и одеваем ее на жало, прикручиваем проволокой к жалу, чтобы она не соскочила:
Плату покрываем флюсом — например ЛТИ120 и оплетку тоже. Теперь в оплетку набираем олово и ей водим по плате (красим)— получается отличный результат. Но по мере использования оплетка расподается и на плате начинают оставаться ворскинки медные — их обязательно надо убрать, а то будет замыкание! Увидеть это очень легко посветив фонарем с обратной стороны платы. При таком методе хорошо использовать или мощный паяльник (60ват) или сплав РОЗЕ.
В итоге, платы лучше не лудить, а покрывать лаком в самом конце— например PLASTIC 70, или простой акриловый лак купленный в автозапчастях KU-9004:
Тонкий тюнинг метода переноса тонера
В методе есть два момента, которые поддаются тюнингу, и могут не получиться сразу. Для их настройки, необходимо в Kicad сделать тестовую плату, дорожки по квадратной спирали разной толщины, от 0.3 до 0.1 мм и с разными промежутками, от 0.3 до 0.1 мм. Лучше сразу распечатать несколько таких образцов на одном листе и провести подстройку.
Возможные проблемы, которые мы будем устранять:
1) дорожки могут менять геометрию — растекаться, становится шире, обычно очень не значительно, до 0.1мм — но это не хорошо
2) тонер может плохо прилипать к плате, отходить при снятии бумаги, плохо держаться на плате
Первая и вторая проблема взаимосвязаны. Решаю первую, вы приходите ко второй. Надо найти компромисс.
Дорожки могут растекаться по двум причинам — слишкой большой груз прижима, слишком много ацетона в составе полученной жидкости. В первую очередь надо попробовать уменьшить груз. Минимальный груз — около 800гр, ниже уменьшать не стоит. Соответственно груз кладем без всякого прижима — просто ставим сверху и все. Обязательно должно быть 2-3 слоя туалетной бумаги для хорошего впитывания лишнего раствора. Вы должны добиться того, что после снятия груза, бумага должна быть белая, без фиолетовых подтеков. Такие подтеки говорят о сильном расплавлении тонера. Если грузом отрегулировать не получилось, дорожки все равно расплываются, то увеличиваем долю жидкости для снятия лака в растворе. Можно увеличить до 3 части жидкости и 1 часть ацетона.
Вторая проблема, если нет нарушения геометрии, говорит о недостаточном весе груза или малом количестве ацетона. Начать опять же стоит с груза. Больше 3кг смысла не имеет. Если тонер все равно плохо держится на плате, то надо увеличить количество ацетона.
Эта проблема в основном возникает, когда вы меняете жидкость для снятия лака. К сожалению, это не постоянный и не чистый компонент, но на другой его заменить не получилось. Пробовал заменить его спиртом, но видимо получается не однородная смесь и тонер прилипает какими-то вкраплениями. Также жидкость для снятия лака может содержать ацетон, тогда ее надо будет меньше. В общем, такой тюнинг вам надо будет провести один раз, пока не закончится жидкость.
Плата готова
Если вы не будете сразу запаивать плату, то ее необходимо защитить. Самый простой способ сделать это — покрыть спиртоканифольным флюсом. Перед пайкой это покрытие надо будет снять например изопропиловым спиртом.
Альтернативные варианты
Вы также можете сделать плату:
Дополнительно, сейчас набирает популярность сервис изготовления плат на заказ — например Easy EDA. Если необходима более сложная плата (например 4-х слойная) — то это единственный выход.
Простой способ изготовления печатных плат (не ЛУТ)
Когда в распоряжении есть лазерный принтер, радиолюбителями применяется технология изготовления печатных плат, которая называется ЛУТ. Однако такой прибор имеется далеко не в каждом доме, поскольку даже в наше время стоит он достаточно дорого. Еще есть технология изготовления с применением фоторезистивной пленки. Однако для работы с ней тоже нужен принтер, но уже струйный. Уже проще, но сама пленка стоит достаточно дорого, а начинающему радиолюбителю на первых порах лучше потратить имеющиеся средства на хорошую паяльную станцию и прочие принадлежности.Можно ли изготовить печатную плату приемлемого качества в домашних условиях, не имея принтера? Да. Можно. Причем, если все сделать, как описано в материале, понадобится совсем немного денег и времени, а качество будет на очень высоком уровне. Во всяком случае электрический ток «побежит» по таким дорожкам с большим удовольствием.
Перечень необходимых инструментов и расходников
Начать стоит с подготовки инструментов, приспособлений и расходных материалов, без которых просто нельзя обойтись. Для реализации самого бюджетного способа изготовления печатных плат в домашних условиях понадобится следующее:
- Программное обеспечение для разработки рисунка.
- Прозрачная полиэтиленовая пленка.
- Узкий скотч.
- Маркер.
- Фольгированный стеклотекстолит.
- Наждачная бумага.
- Спирт.
- Ненужная зубная щетка.
- Инструмент для сверления отверстий диаметром от 0,7 до 1,2 мм.
- Хлорное железо.
- Пластиковая емкость для травления.
- Кисточка для рисования красками.
- Паяльник.
- Припой.
- Жидкий флюс.
Пройдемся кратенько по каждому пункту, так как есть некоторые нюансы, дойти до которых возможно только опытным путем.
Программ для разработки печатных плат существует сегодня огромное количество, но для начинающего радиолюбителя самым простым вариантом будет Sprint Layout. Несложно освоить интерфейс, пользоваться можно бесплатно, присутствует огромная библиотека, включающая распространенные радиокомпоненты.
Полиэтилен нужен для переноса рисунка с монитора. Лучше взять пленку пожестче, например, от старых обложек для школьных книг. Для ее крепления к монитору подойдет любой скотч. Лучше взять узкий – проще будет отклеивать (монитору эта процедура не вредит).
На маркерах стоит остановиться более подробно, так как это больная тема. Для переноса рисунка на полиэтилен, в принципе, подойдет любой вариант. А вот для рисования по фольгированному стеклотекстолиту нужен специальный маркер. Но тут есть маленькая хитрость, как сэкономить, и не покупать достаточно дорогие «специальные» маркеры для рисования печатных плат. Дело в том, что эти изделия по своим свойствам абсолютно ни чем не отличаются от обычных перманентных маркеров, которые продаются в 5-6 раз дешевле в любом канцелярском магазине. Но маркер должен обязательно иметь надпись «Permanent». Иначе ничего не получится.
Фольгированный стеклотекстолит можно брать любой. Лучше, если он будет потолще. Начинающим с таким материалом работать куда проще. Для его очистки понадобится наждачная бумага зернистостью около 1000 единиц, а также спирт (есть в любой аптеке). Последний расходник можно заменить жидкостью для сведения лака для ногтей, которая есть в любом доме, где живет женщина. Однако это средство довольно противно пахнет и долго выветривается.
Для сверления платы лучше иметь специальную мини-дрель или гравер. Однако можно пойти и более дешевым путем. Достаточно купить цанговый или кулачковый патрон под маленькие сверла и приспособить его к обычной бытовой дрели.
Хлорное железо можно заменить другими химическими средствами, включая те, которые уже наверняка есть в вашем доме. Например, подойдет раствор лимонной кислоты в перекиси водорода. Информацию о том, как готовятся альтернативные хлорному железу составы для травления плат, без проблем можно найти в Сети. Единственное, на что стоит обратить внимание, это на емкость для такой химии – она должна быть пластиковой, акриловой, стеклянной, но никак не металлической.
Про паяльник, припой и жидкий флюс подробнее говорить не стоит. Если радиолюбитель дошел до вопроса изготовления печатной платы, то с этими вещами он уже наверняка знаком.
Разработка и перенос рисунка платы на шаблон
Когда все вышеперечисленные инструменты, приспособления и расходные материалы подготовлены, можно браться за разработку платы. Если изготавливаемое устройство не уникальное, то гораздо проще будет скачать его проект из Сети. Подойдет даже обычный рисунок в формате JPEG.
Хотите пойти более сложным путем – рисуйте плату самостоятельно. Этот вариант часто бывает неизбежным, например, в ситуациях, когда у вас нет в наличии точно таких же радиодеталей, которые нужны для сборки оригинальной платы. Соответственно, заменяя компоненты аналогами, под них приходится выделять место на стеклотекстолите, подгонять отверстия и дорожки. Если проект уникальный, то плату придется разрабатывать с нуля. Для этого и нужно вышеупомянутое программное обеспечение.
Когда макет платы готов, его остается только перенести на прозрачный шаблон. Полиэтилен фиксируется прямо на мониторе при помощи скотча. Далее просто переводим имеющийся рисунок – дорожки, контактные пятачки и так далее. Для этих целей лучше всего использовать все тот же перманентный маркер. Он не стирается, не размазывается, и его хорошо видно.
Подготовка фольгированного стеклотекстолита
Следующим этапом идет подготовка стеклотекстолита. Для начала нужно отрезать его по размерам будущей платы. Делать это лучше с небольшим запасом. Для раскройки фольгированного стеклотекстолита можно использовать одни из нескольких способов.
Во-первых, материал отлично режется при помощи ножовки по металлу. Во-вторых, если у вас есть гравер с отрезными кругами, то удобно будет использовать его. В-третьих, стеклотекстолит можно отрезать по размеру канцелярским ножом. Принцип раскройки такой же, как и при работе со стеклорезом – в несколько проходов наносится линия отреза, затем материал просто отламывается.
Теперь обязательно нужно очистить медный слой стеклотекстолита от защитного покрытия и окисла. Лучшего способа, чем обработка наждачной бумагой, для решения этой задачи нет. Зернистость берется от 1000 до 1500 единиц. Цель – получить чистую блестящую поверхность. До зеркального блеска зачищать медный слой не стоит, так как мелкие царапины от наждачной бумаги увеличивают адгезию поверхности, что понадобится дальше.
В завершение остается только очистить фольгу от пыли и следов ваших пальцев. Для этого используется спирт или ацетон (жидкость для снятия лака). После обработки к медной поверхности руками не прикасаемся. Для последующих манипуляций захватываем стеклотекстолит за грани.
Совмещение шаблона и стеклотекстолита
Теперь нашей задачей является совмещения полученного на полиэтилене рисунка с подготовленным стеклотекстолитом. Для этого пленка накладывается на нужное место и позиционируется. Остатки заворачиваются на обратную сторону и крепятся при помощи все того же скотча.
Сверление отверстий
Перед сверлением рекомендуется каким-либо способом закрепить стеклотекстолит с шаблоном на поверхности. Это позволит добиться большей точности, а также исключит внезапное проворачивание материала во время прохода сверла насквозь. Если у вас есть сверлильный станок для такой работы, то описанная проблема вообще не возникнет.
Сверлить отверстия в стеклотекстолите можно на любой скорости. Кто-то работает на малых оборотах, кто-то на больших. Опыт показывает, что сами сверла служат намного дольше, если их эксплуатировать на низких скоростях. Так их сложнее сломать, погнуть и повредить заточку.
Отверстия сверлятся прямо через полиэтилен. Ориентирами будут служить будущие контактные пятачки, нарисованные на шаблоне. Если того требует проект, то своевременно меняем сверла под нужный диаметр.
Рисование дорожек
Далее шаблон снимается, но не выбрасывается. К медному покрытию по-прежнему стараемся не прикасаться руками. Для рисования дорожек используем маркер, обязательно перманентный. Его хорошо видно по следу, который он оставляет. Рисовать лучше за один проход, так как после застывания лака, который есть в составе перманентного маркера, правки делать будет весьма затруднительно.
В качестве ориентира используем все тот же шаблон из полиэтилена. Можно рисовать также перед компьютером, сверяясь с оригинальным макетом, где есть маркировка и прочие пометки. Если есть возможность, то лучше использовать несколько маркеров с наконечниками разной толщины. Это позволит более качественно прорисовать и тонкие дорожки, и обширные полигоны.
После нанесения рисунка обязательно ждем некоторое время, необходимое для окончательного отвердевания лака. Можно даже подсушить феном. От этого будет зависеть качество будущих дорожек.
Травление и очистка дорожек от маркера
Теперь самое интересное – травление платы. Тут есть несколько нюансов, о которых мало кто упоминает, но они существенно влияют на качество результата. В первую очередь готовим раствор хлорного железа согласно рекомендациям на упаковке. Обычно порошок разбавляется водой в соотношении 1:3. И тут первый совет. Сделайте раствор более насыщенным. Это поможет ускорить процесс, и нарисованные дорожки не отвалятся прежде, чем вытравится все необходимое.
Сразу же совет второй. Ванночку с раствором рекомендуется погрузить в горячую воду. Можно нагреть ее в металлической посуде. Повышение температуры, как известно еще со школьной программы, значительно ускоряет химическую реакцию, которой травление нашей платы и является. Сокращение времени процедуры нам на руку. Нанесенные маркером дорожки достаточно нестабильны, и чем меньше они будут киснуть в жидкости, тем лучше. Если при комнатной температуре плата в хлорном железе травится около часа, то в теплой воде этот процесс сокращается до 10 минут.
В завершение еще один совет. В процессе травления, хоть он и так ускорен за счет подогрева, рекомендуется постоянно двигать плату, а также счищать продукты реакции щеточкой для рисования. Совмещая все вышеописанные манипуляции вполне возможно вытравить лишнюю медь всего за 5-7 минут, что является просто отличным результатом для этой технологии.
В конце процедуры плату нужно тщательно промыть под проточной водой. Затем просушиваем ее. Остается только смыть следы от маркера, все еще закрывающие наши дорожки и пятачки. Делается это все тем же спиртом или ацетоном.
Лужение печатных плат
Перед лужением еще раз обязательно проходимся по медному слою наждачной бумагой. Но теперь делаем это предельно осторожно, чтобы не повредить дорожки. Самый простой и доступный способ лужения – традиционный, с помощью паяльника, флюса и припоя. Можно также использовать сплавы Розе или Вуда. Также существует на рынке так называемое жидкое олово, которое значительно может упростить задачу.
Но все эти новые технологии требуют дополнительных затрат и некоторого опыта, потому для первого раза подойдет и классический метод лужения. На очищенные дорожки наносится жидкий флюс. Далее набирается припой на жало паяльника и распределяется по оставшейся после травления меди. Здесь важно прогреть дорожки, иначе припой может не «приклеиться».
Если у вас все же есть сплавы Розе или Вуда, то их можно использовать и не по технологии. Они просто замечательно плавятся паяльником, легко распределяются по дорожкам, не сбиваются в комки, что для начинающего радиолюбителя будет только плюсом.
Заключение
Как видно из вышеописанного, бюджетная технология изготовления печатных плат в домашних условиях действительно доступная и недорогая. Не нужен ни принтер, ни утюг, ни дорогущая фоторезистивная пленка. Используя все вышеописанные советы вы легко сможете изготавливать простейшие электронные поделки, не вкладывая в это больших денег, что очень важно на первых этапах занятия радиолюбительством.
Производство печатных плат
Производство печатных плат — 1НАЖМИТЕ ЗДЕСЬ ДЛЯ УКАЗАНИЯ СТРАНИЦЫ
ПРОИЗВОДСТВО ПЕЧАТНЫХ ПЛАТ
В. Райан 2005 — 2009
PHOTO-RESIST BOARD — кусок армированного стекла.
пластик.Одна из сторон покрыта медью, и эта медь имеет
светочувствительное покрытие. Когда полиэтиленовая пленка отклеивается, это
обнаружено чувствительное покрытие. | |
Маска печатной платы (теперь на прозрачной) размещена под фоторезистом, касаясь чувствительной поверхности.Помните, что полиэтиленовую пленку необходимо удалить. Маска печатной платы и плата затем перенесен в УФ-световую коробку. Вы должны быть осторожны, чтобы убедиться, что маска печатной платы находится правильно вверх, в противном случае, когда схема будет вытравлена, вы обнаружите, что дорожки также неправильный путь. | |
Крышка закрывается, и ящик включается.В
плата фоторезиста, с маской для печатной платы оставлены под крышкой на 2
минут. Затем панель фоторезиста помещается в резервуар, заполненный
проявитель (пластиковыми клещами) | |
При извлечении платы из проявителя она должна промыть чистой водой перед переносом в травильный бак.Всегда использовать пластиковые щипцы. | |
Травитель находится в резервуаре для пузырькового травления и с подогревом. Этот раствор медленно удаляет нежелательную медь, оставляя только треки. На этом этапе важно постоянно проверять, что Печатная плата готова (время — от 15 до 45 минут).Если его оставить в баке слишком длинные медные дорожки также будут удалены или повреждены. | |
НАЖМИТЕ ДЛЯ СЛЕДУЮЩЕГО ЭТАПА РАБОТЫ ПЕЧАТНОЙ ПЛАТЫ | |
НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ ВЫБРАТЬ СТРАНИЦУ ИНДЕКСА ПП | |
Материалы печатных плат (PCB)
Печатные платы (PCB) обычно представляют собой плоские многослойные композитные материалы, изготовленные из непроводящих материалов подложки со слоями медных схем, скрытыми внутри или на внешних поверхностях.
Они могут быть простыми, как один или два слоя меди, или в приложениях с высокой плотностью, они могут состоять из пятидесяти или более слоев. Плоская композитная поверхность идеально подходит для поддержки компонентов, которые припаяны и прикреплены к печатной плате, в то время как медные проводники соединяют компоненты друг с другом электронным способом.
Шесть основных компонентов стандартной печатной платы:
- Препрег
- Ламинат
- Медная фольга
- Паяльная маска
- Номенклатура
- Окончательная отделка
Препрег — это тонкая стеклоткань, покрытая смолой и высушенная в специальных машинах, называемых обработчиками препрега.Стекло — это механическая подложка, удерживающая смолу на месте. Смола — обычно эпоксидная смола FR4, полиимид, тефлон и другие — начинается с жидкости, которая наносится на ткань. По мере того как препрег проходит через устройство для обработки, он попадает в секцию печи и начинает высыхать. После выхода из протравливателя он становится сухим на ощупь.
Когда препрег подвергается воздействию более высоких температур, обычно выше 300º по Фаренгейту, смола начинает размягчаться и плавиться. После того, как смола в препреге плавится, она достигает точки (называемой термореактивным), когда она снова затвердевает, снова становясь твердой и очень, очень прочной.Несмотря на такую прочность препрег и ламинат, как правило, очень легкие. Листы препрега или стекловолокно используются для производства многих вещей — от лодок до клюшек для гольфа, самолетов и лопастей ветряных турбин. Но это также важно при производстве печатных плат. Листы препрега — это то, что мы используем для склеивания печатной платы вместе, а также то, что используется для создания второго компонента печатной платы — ламината.
Слоистые материалы, иногда называемые ламинатами, плакированными медью, состоят из листов препрега, которые ламинируются вместе с помощью тепла и давления, с листами медной фольги с обеих сторон.После затвердевания смолы ламинаты печатных плат становятся похожими на пластиковый композит с листами медной фольги с обеих сторон.
Мы изображаем и протравливаем медную фольгу, чтобы создать схему на поверхностях ламината. Эти медные цепи станут проводниками или электропроводкой на внутреннем и внешнем слоях платы. Когда слои ламината визуализируются и протравливаются схемами, они затем ламинируются вместе с использованием препрега, описанного ранее.
Паяльная маска — это зеленое эпоксидное покрытие, которое покрывает схемы на внешних слоях платы.Внутренние контуры утоплены в слоях препрега, поэтому их не нужно защищать. Но внешние слои, если их оставить без защиты, со временем окисляются и разъедают. Паяльная маска обеспечивает такую защиту проводов на внешней стороне печатной платы.
Номенклатура, или иногда называемая шелкографией, — это белые буквы, которые вы видите поверх покрытия паяльной маски на печатной плате. Номенклатура — это буквенное обозначение, которое показывает расположение каждого компонента на плате, а иногда также обеспечивает ориентацию компонентов.
И паяльная маска, и номенклатура доступны в других цветах, кроме зеленого и белого, но они являются наиболее популярными.
Soldermask защищает все цепи на внешних слоях печатной платы, куда мы не собираемся прикреплять компоненты. Но нам также необходимо защитить открытые медные отверстия и контактные площадки, где мы планируем припаять и установить компоненты. Чтобы защитить эти области и обеспечить хорошую паяемость, мы обычно используем металлические покрытия, такие как никель, золото, припой на основе олова / свинца, серебро и другие отделочные покрытия, разработанные специально для производителей печатных плат.
Printed Circuits, LLC производит высококачественные электронные печатные платы более 40 лет. Как производитель печатных плат на протяжении многих лет мы специализируемся на широком спектре типов печатных плат, идя в ногу с быстро меняющимися потребностями рынка. У нас есть опытный штат из более чем 90 сотрудников на нашем предприятии площадью 55 000 квадратных футов в Миннеаполисе, штат Миннесота. Со временем, чтобы удовлетворить потребности современной электроники, мы накопили опыт в производстве гибких схем и жестких гибких печатных плат.
Гибкие и жесткие гибкие печатные платы обеспечивают основу для сложных электрических систем, которые могут поместиться внутри небольших устройств. Они также могут быть спроектированы и изготовлены очень тонкими и очень легкими без ущерба для живучести. Эти печатные платы обеспечивают высокую надежность в средах с сильными ударами и вибрацией. Отрасли, в которых часто используются гибкие и жесткие гибкие печатные платы, включают аэрокосмическую, медицинскую, военную, телекоммуникационную и другие отрасли.
На этой странице обсуждаются некоторые из материалов, наиболее часто используемых для изготовления печатных плат, характеристики этих материалов и почему вам следует выбрать Printed Circuits, LLC в качестве производителя печатных плат.
Из чего сделаны печатные платы?
Печатные платымогут использовать различные материалы в качестве подложек и компонентов. Выбор материала зависит от требований приложения, так как выбор различных материалов придает схемам разное качество, что облегчает работу в определенных обстоятельствах.
Конструкторы иногда выбирают материалы на основе электрических характеристик для высокоскоростных приложений или механической или термической живучести — например, в автомобилях под капотом.Дизайнеры могут выбрать соответствие нормативным государственным требованиям. Например, директива Европейского Союза об ограничении использования опасных веществ (RoHS) запрещает использование материалов, содержащих любые запрещенные химические вещества и металлы.
Одно из наиболее популярных соображений заключается в том, будут ли материалы соответствовать требованиям UL (сокращение от Underwriters Laboratories) по характеристикам пожаротушения. Рейтинг UL имеет решающее значение для многих электронных устройств, чтобы показать, что в случае пожара печатная плата самозатухает, что обычно считается критическим для бытовой и другой электроники.
Ламинат обычно изготавливается из смол и тканевой ткани, которые обладают отличными изоляционными свойствами. К ним относятся такие диэлектрики, как эпоксидная смола FR4, тефлон, полиимид и другие ламинаты, в которых используется сочетание стекла с полимерными покрытиями. Многие отличительные термические и электрические факторы определяют, какой ламинат лучше всего подходит для данной конструкции печатной платы.
При выборе материала для своей конструкции разработчики печатных платсталкиваются с несколькими характеристиками. Вот некоторые из наиболее популярных рекомендаций:
- Диэлектрическая проницаемость — ключевой показатель электрических характеристик
- Огнестойкость — критично для сертификации UL (см. Выше)
- Более высокие температуры стеклования (Tg) — выдерживают более высокие температуры при сборке
- Сниженные факторы потерь — важно в высокоскоростных приложениях, где скорость сигнала оценивается
- Механическая прочность, включая сдвиг, растяжение и другие механические характеристики, которые могут потребоваться от печатной платы при вводе в эксплуатацию
- Тепловые характеристики — важное значение в условиях эксплуатации на повышенных уровнях
- Стабильность размеров — или насколько материал перемещается и насколько последовательно он перемещается во время производства, тепловых циклов или воздействия влажности
Вот несколько наиболее популярных материалов, используемых при производстве печатных плат:
(Нажмите для увеличения)
- Эпоксидный ламинат и препрег FR4: FR4 — самый популярный материал для подложек печатных плат в мире.Обозначение «FR4» описывает класс материалов, которые соответствуют определенным требованиям, определенным стандартами NEMA LI 1-1998. Материалы FR4 обладают хорошими тепловыми, электрическими и механическими характеристиками, а также благоприятным соотношением прочности и веса, что делает их идеальными для большинства электронных приложений. Ламинат FR4 и препрег изготавливаются из стеклоткани, эпоксидной смолы и обычно являются самым дешевым материалом для печатных плат. Он особенно популярен для печатных плат с меньшим количеством слоев — односторонних, двухсторонних в многослойных конструкциях, обычно менее 14 слоев.Кроме того, базовая эпоксидная смола может быть смешана с добавками, которые могут значительно улучшить ее тепловые характеристики, электрические характеристики и стойкость к воспламенению UL, что значительно улучшает ее способность использоваться в слоях с большим количеством слоев, приложениях с более высокими тепловыми нагрузками и более высокими электрическими характеристиками. производительность при более низкой стоимости для схем с высокой скоростью. Ламинат и препреги FR4 очень универсальны, их можно адаптировать к широко распространенным технологиям производства с предсказуемой производительностью.
- Полиимидные ламинаты и препрег: Полиимидные ламинаты обладают более высокими температурными характеристиками, чем материалы FR4, а также незначительно улучшают электрические характеристики.Полиимидные материалы стоят дороже, чем FR4, но обладают повышенной живучестью в суровых условиях и при более высоких температурах. Они также более стабильны во время термоциклирования, с меньшими характеристиками расширения, что делает их пригодными для конструкций с большим количеством слоев.
- Тефлоновые ламинаты и связующие слои: Тефлоновые ламинаты и связующие материалы обладают превосходными электрическими свойствами, что делает их идеальными для применения в высокоскоростных схемах. Тефлоновые материалы дороже полиимида, но предоставляют конструкторам необходимые им высокоскоростные возможности.Тефлоновые материалы могут быть нанесены на стеклоткань, но также могут быть изготовлены в виде пленки без подложки или со специальными наполнителями и добавками для улучшения механических свойств. Производство тефлоновых печатных плат часто требует уникальной квалифицированной рабочей силы, специализированного оборудования и обработки, а также ожидания более низких производственных показателей.
- Гибкие ламинаты: Гибкие ламинаты тонкие и позволяют складывать электронную конструкцию без потери электрической целостности.У них нет стеклоткани для поддержки, но они построены на пластиковой пленке. Они одинаково эффективны в сложенном виде в устройство для одноразового изгиба для установки приложения, так как они находятся в динамическом изгибе, когда цепи будут непрерывно складываться в течение всего срока службы устройства. Гибкие ламинаты могут быть изготовлены из материалов с более высокими температурами, таких как полиимид и LCP (жидкокристаллический полимер), или из очень дешевых материалов, таких как полиэстер и PEN. Поскольку гибкие ламинаты очень тонкие, для производства гибких схем также может потребоваться уникальная квалифицированная рабочая сила, специализированное оборудование и обработка, а также ожидание более низкой производительности.
- Другое: На рынке имеется множество других ламинатов и связующих материалов, включая BT, цианатный эфир, керамику и смешанные системы, в которых смолы сочетаются для получения отличных электрических и / или механических характеристик. Поскольку объемы намного ниже, чем у FR4, а производство может быть намного сложнее, они обычно считаются дорогостоящей альтернативой конструкциям печатных плат.
Тщательный выбор ламината важен для обеспечения правильных электрических, диэлектрических, механических и термических свойств печатной платы для конечного применения.
Гибридные печатные платы
Некоторые производители объединяют ламинат в гибридные системы. Один из распространенных вариантов — это жесткие гибкие печатные платы, в которых гибкие схемы и жесткие ламинаты объединяются в гибридное упаковочное решение, предлагающее преимущества как гибких схем, так и обычных печатных плат. Некоторые секции являются гибкими, что позволяет сгибать плату в нужную форму или тысячи раз, сохраняя электрическую целостность. Другие секции жесткие, что обеспечивает более высокую плотность электрических соединений, необходимую для современной электроники.Жесткие гибкие платы часто могут стать идеальным методом упаковки для современных проектировщиков электроники.
Другой распространенный гибридный вариант — это включение слоев тефлона в обычную печатную плату FR4 или полиимид. Слои тефлона предоставят разработчику электроники слои, оптимизированные для высокоскоростных сигналов, в рамках общего корпуса печатной платы, который все еще можно изготовить.
Препреги с низким и нулевым потоком
Одним из материалов, необходимых для производства жестких гибких плит, является препрег с низкой текучестью или нет.Проточные препреги не производятся в некоторой степени аналогично обычным препрегам, но смола продвигается до более высокого состояния отверждения. В результате получается лист препрега, по которому смола будет стекать немного, но не слишком сильно. Как и обычные препреги, как только смола достигает определенной температуры, она термоотверждается и становится твердой.
При изготовлении жестких гибких печатных плат критически важны препреги с низкой текучестью и низкой текучестью, так как они позволяют смоле течь до края жесткой части платы, не вытекая на гибкую часть платы.Если бы производители жестких гибких материалов использовали обычные препреги, смола вылилась бы на гибкие секции и сделала бы их негибкими. Для связывания материалов с печатными платами также обычно используются препреги без / с низкой текучестью, такие как радиаторы и ребра жесткости для гибких схем, поскольку скорость потока смолы желательно низкая и контролируемая.
Препрег с низкой текучестью и отсутствие текучести имеют очень ограниченную доступность, и проектировщику при проектировании жесткой гибкой плиты следует позаботиться о выборе ламинатной системы, которая поставляется с соответствующим не текучим препрегом.Производители жестких гибких материалов не могут использовать обычные препреги в жестких гибких конструкциях. Кроме того, препреги с низкой текучестью и с низкой текучестью имеют ограничения в их применении с более тяжелой массой меди, когда у смолы недостаточно текучести для герметизации схемы. У них также есть специальные производственные соображения, которые необходимо учитывать для их успешного использования.
Высококачественные печатные платы от печатных схем, ООО
ООО «Printed Circuits» специализируется на производстве гибких и жестких гибких печатных плат.Мы тщательно выбираем материалы, чтобы гарантировать, что производимые нами печатные платы будут обеспечивать идеальную производительность в критических приложениях и экстремальных условиях. Мы создаем индивидуальные высокопроизводительные печатные платы в течение десятилетий со специализированной командой обученных, преданных своему делу и квалифицированных сотрудников IPC, средний стаж работы которых составляет 11 лет.
Printed Circuits, LLC, имеет сертификат ISO 9001: 2015, и мы имеем следующие регистрации и сертификаты:
- Сертификат UL для гибких и жестких гибких конструкций
- Зарегистрировано в ИТАР
- Большая часть продукции произведена в соответствии с IPC 6013, класс III
Свяжитесь с нашей командой сегодня, чтобы узнать больше о наших услугах по производству печатных плат.
Поставщики материалов для печатных схем
Мы ценим наши отношения с поставщиками и используем множество различных материалов из разных источников.
Однако есть некоторые из них, которые мы используем почти каждый день, что помогает нам охарактеризовать наши процессы по их атрибутам, а именно:
Панасоник Фелиос:
»Гибкие ламинаты с медной оболочкой Panasonic Felios R-F775
DuPont Pyralux:
»Гибкие ламинаты DuPont AP с медной оболочкой
» Покровные и клеевые слои DuPont LF и FR
Hitachi:
»Полиимидные ламинаты
» Полиимидный непротекающий препрег
Арлон:
»Ламинат и непроточный препрег
изола:
»Ламинат и непроточный препрег
Различные типы и их работа
Аббревиатура печатной платы — PCB, это автономная плата с соединенными между собой электрическими и электронными компонентами, которые можно найти в различных устройствах, от звуковых сигналов до пейджеров, радиоприемников, радаров и компьютерных систем.Цепи изготовлены из небольшого слоя проводящего материала, нанесенного снаружи изолирующей платы, называемой подложкой. Отдельные компоненты расположены на поверхности подложки и припаяны к подключенным цепям. Изготовление печатной платы может быть выполнено тремя способами: односторонним, двусторонним и многослойным. Компоненты на печатной плате электрически подключаются к цепям двумя различными способами, такими как технология отверстий и поверхностный монтаж. В дырчатой технологии каждый компонент состоит из тонких выводов, которые проталкиваются через крошечные отверстия в подложке и припаяны к соединительным платам в схемах на обратной стороне.В технологии поверхностного монтажа J-образные или L-образные клеммы на каждом компоненте напрямую контактируют с печатной платой. Паяльная паста включает в себя клей, припой и флюс наносятся в точке контакта для захвата компонентов на месте до тех пор, пока припой не станет жидким. В этой статье рассматривается обзор печатных плат.
Типы печатных платРазличные типы печатных плат
Печатные платы имеют медные дорожки для соединения отверстий, в которых расположены различные компоненты. Они специально разработаны для каждой схемы и очень просты в сборке.Однако для изготовления печатной платы требуются специальные инструменты. К различным типам печатных плат в основном относятся следующие
- Односторонние печатные платы
- Двусторонние печатные платы
- Многослойные печатные платы
- Жесткие печатные платы
- Гибкие печатные платы
- Жесткие гибкие печатные платы
76 Одинарные
Эта односторонняя печатная плата включает только один слой основного материала или подложки. Один конец подложки покрыт тонким слоем металла, обычно меди, потому что это хороший электрический проводник.Обычно защитная паяльная маска располагается на вершине медного слоя, и последнее шелкографическое покрытие может быть нанесено на верхнюю часть для маркировки элементов платы.
Односторонние печатные платыЭта печатная плата состоит из различных схем и электронных компонентов с одной стороны. Этот вид модуля лучше всего подходит для легкой электроники, и новички часто сначала проектируют и создают платы этого типа. Такие платы обычно обходятся дешевле при массовом производстве, чем платы других типов.Но, несмотря на такую низкую стоимость, они используются редко из-за присущих им конструктивных ограничений.
Двусторонние печатные платы
Этот тип печатных плат гораздо более привычен, чем односторонние платы. Обе стороны подложки платы включают металлические проводящие слои, и элементы также прикрепляются к обеим сторонам. Отверстия в печатной плате позволяют схемам на одной стороне присоединяться к схемам на другой стороне.
Двухсторонние печатные платыПлаты этого типа используются для соединения цепей с каждой стороны одним из двух способов: сквозное отверстие и технология поверхностного монтажа.Технология сквозных отверстий предусматривает подачу небольших проводов, называемых выводами, через отверстия и пайку каждого конца к подходящему компоненту.
Технология поверхностного монтажа отличается от технологии сквозного монтажа, в ней не используются провода. Вместо этого к плате припаивается множество маленьких выводов. Технология поверхностного монтажа позволяет собирать многие схемы в меньшем пространстве на плате, а это означает, что плата может выполнять больше функций, как правило, при меньшем весе и на более высоких скоростях, чем позволяют платы со сквозными отверстиями.
Многослойные печатные платы
Эти печатные платы еще больше увеличивают плотность и сложность конструкций печатных плат за счет добавления дополнительных слоев помимо верхнего и нижнего слоев, которые можно увидеть в конфигурации двусторонней печати. Благодаря доступности более многих слоев в многослойных конфигурациях печатных плат, многослойные печатные платы позволяют разработчикам создавать очень толстые и сложные конструкции.
Многослойные печатные платыДополнительные слои, используемые в этой конструкции, представляют собой плоскости питания, которые обеспечивают питание схемы и также снижают уровни электромагнитных помех, излучаемых конструкцией.Более низкие уровни электромагнитных помех достигаются путем размещения уровней сигналов в середине плоскостей питания.
Жесткие печатные платы
Помимо разного количества слоев и сторон, печатные платы также могут иметь изменяющуюся жесткость. Большинство клиентов обычно думают о негибких печатных платах, когда представляют себе печатную плату. В жестких печатных платах используется прочный жесткий материал подложки, такой как стекловолокно, который защищает плату от скручивания. Материнская плата в корпусе компьютера — лучший пример негибкой печатной платы.
Жесткие печатные платыГибкие печатные платы
Обычно подложка представляет собой гибкую плату из гибкого пластика. Этот основной материал позволяет плате вписываться в формы, которые негибкие платы не могут поворачиваться или сдвигаться во время использования, не нанося вреда схемам на печатной плате. Хотя гибкие платы, как правило, требуют большей платы за создание и создание, чем жесткие печатные платы, они обладают рядом преимуществ. Например, они могут восстановить тяжелую или громоздкую проводку в более совершенном оборудовании, таком как спутники, где вес и пространство имеют значение.Доски Flex также могут быть трех форматов: односторонние, двусторонние или многослойные.
Flex PCBsRigid-Flex печатные платы
Rigid-flex платы объединяют технологии гибких и жестких печатных плат. Простая жестко-гибкая плата состоит из жесткой печатной платы, которая соединяется с гибкой печатной платой. Эти платы могут быть более сложными, если того требует дизайн.
Жесткие гибкие печатные платыТаким образом, речь идет о различных типах печатных плат с прототипированием и изготовлением печатных плат, включая двусторонние печатные платы, двухсторонние печатные платы, многослойные печатные платы, жесткие печатные платы, гибкие печатные платы, жесткие гибкие печатные платы и т. Д. .Мы надеемся, что вы лучше понимаете эту концепцию Single. Мы надеемся, что вы лучше понимаете эту концепцию или реализуете макетные проекты, пожалуйста, дайте свои ценные предложения, комментируя в разделе комментариев ниже. Вот вам вопрос, какие программы доступны для проектирования печатных плат?
Фото:
| 1 | PCB | Печатная плата (также известная как «плата»). | Печатная плата Допуски на печатной плате | ||
| 2 | TOP | Верхняя сторона печатной платы. | Верхняя сторона печатной платы 10 правил для улучшения данных | ||
| 3 | НИЖНЯЯ сторона | Нижняя сторона печатной платы. | Нижняя сторона печатной платы 10 Rules for Better Data | ||
| 4 | BUILDUP | Определяемое построение печатной платы, например количество слоев и их последовательность. | PCB или Board Buildup Buildup Wizard и Layer Editor | ||
| 5 | LAYER | Отдельный слой печатной платы. | СЛОЙ печатной платы. | ||
| 6 | НАРУЖНЫЙ | Внешний слой (и) печатной платы — ВЕРХНЯЯ или НИЖНЯЯ сторона. | ВНЕШНИЙ СЛОЙ Предложения по присвоению имен файлам данных САПР | ||
| 7 | ВНУТРЕННИЙ | Внутренний слой (и) печатной платы. | ВНУТРЕННИЙ СЛОЙ Предложения по присвоению имен файлам данных САПР | ||
| 8 | ЧЕРЕЗ ОТВЕРСТИЕ | Отверстие, которое проходит через печатную плату от верхнего слоя до нижнего слоя. | NPTH — сквозное отверстие без покрытия и PTH — сквозное отверстие с покрытием Рекомендации по проектированию печатной платы — просверленные отверстия | ||
| 9 | ЧЕРЕЗ ОТВЕРСТИЯ | Отверстие, которое создает электрическое соединение через печатную плату. | Промежуточное отверстие Рекомендации по проектированию печатной платы — Заполнение отверстий | ||
| 10 | SMD или устройство для поверхностного монтажа | Устройство для поверхностного монтажа. | Устройство для поверхностного монтажа | ||
| 11 | CORE | Жесткий ламинат из основного материала с медью с одной или двух сторон. | Сердечник или жесткий медный ламинированный основной материал Многослойное изготовление печатной платы — наложение и соединение | ||
| 12 | PREPREG | Непрессованный основной материал без медной фольги. | Препрег или необработанный базовый материал, не содержащий меди. Многослойное изготовление печатной платы — наложение и соединение | ||
| 13 | FR4 | Эпоксидные ламинаты, армированные стекловолокном, которые не горят | Армированный стекловолокном — негорючий основной материал Как часто можно повышать температуру печатной платы евросхемы до бессвинцовой температуры пайки Дизайн печатной платы. | Формат поставки Рекомендации для клиентов, которые выбирают стандартные панели Eurocircuits | |
| 15 | СОВМЕСТИМЫЕ С РЕГИСТРАЦИЕЙ EC | Печатные платы или панели клиентов, которые имеют необходимые инструментальные отверстия для использования с трафаретом Eurocircuits eC-stencil- mate или eC-stencil-fix оборудование. | Совместимость с eC-Registration Подробнее о eC-registration | ||
| 16 | STENCIL | Шаблон из нержавеющей стали для нанесения паяльной пасты на плату. | Шаблон из нержавеющей стали для нанесения паяльной пасты на плату Видео о производстве лазерных трафаретов Видео по использованию трафаретного принтера Как заказать трафарет? | ||
| 17 | ГРАНИЦА ПАНЕЛИ | Дополнительный материал вокруг вашей печатной платы или нескольких печатных плат для формирования клиентской панели. | Граница панели клиента Рекомендации для панели клиента | ||
| 18 | ПЕРЕСЕЧЕНИЕ ПАНЕЛИ | Панель, на которой дефектные печатные платы были визуально зачеркнуты. | Панель без перекрестий Редактор панелей | ||
| 19 | РАССТОЯНИЕ ПАНЕЛИ | Расстояние между печатными платами определяет дополнительное пространство, которое вы хотите между различными печатными платами на панели заказчика. | Расстояние между печатными платами на панели заказчика | ||
| 20 | МЕТОД РАЗДЕЛЕНИЯ ПП | Предварительно вырежьте платы на панели заказчика для облегчения снятия после сборки. | Метод разделения печатной платы — на панели заказчика. Инструкции для панели — основы V-образной резки. | ||
| 21 | ОБЗОР ПАНЕЛИ | Требуемый контур панели заказчика. | Контур панели | ||
| 22 | ТОЛЩИНА ПАНЕЛИ | Толщина, указанная в мм, основана на используемых материалах основы, включая медную фольгу. | Толщина платы | ||
| 23 | Tg | Tg означает температуру стеклования и является одним из параметров основных материалов. | Tg — материал Tg | ||
| 24 | МЕДНАЯ ФОЛЬГА | Медная фольга — это основная толщина меди, нанесенная на ВНЕШНИЙ и ВНУТРЕННИЙ слои. | Медная фольга Видео процесса PTH | ||
| 25 | EXTRA PTH RUN | При производстве многослойных материалов с глухими и заглубленными отверстиями панели может потребоваться несколько раз пройти процесс гальванического покрытия. | Дополнительный прогон PTH | ||
| 26 | ЦИКЛЫ ДОПОЛНИТЕЛЬНОГО ПРЕССА | При производстве многослойных материалов с глухими и заглубленными отверстиями могут потребоваться дополнительные циклы прессования. | Дополнительные циклы прессования | ||
| 27 | ЗАГЛУШКА и ЗАКРЫТО ЧЕРЕЗ ОТВЕРСТИЯ | A Заглушка Переходное отверстие соединяет внешний слой с одним или несколькими внутренними слоями, но не проходит через всю плату. Скрытый Через соединяет два или более внутренних слоя, но не проходит на внешний уровень. | Blind and Buried Via Blind and Buried Via Блог | ||
| 28 | Cu | Cu — химическое сокращение для меди | Cu — Медь | ||
| 29 | TW | Ширина гусеницы указана в мм. | TW — Ширина гусеницы Классификация печатной платы по шаблону и классу сверления | ||
| 30 | TT | Расстояние от гусеницы к гусенице указано в мм | TT — Track to Track | ||
| 31 | TP | Расстояние от гусеницы до колодки указано в мм | TP — от направляющей до колодки | ||
| 32 | PP | Расстояние от колодки до колодки указано в мм | PP — Pad to Pad | ||
| 33 | РАЗМЕР ЗАВЕРШЕННОГО ОТВЕРСТИЯ | Размер готового отверстия или КОНЕЧНОЕ ОТВЕРСТИЕ — это диаметр, по которому P Конструктор CB указывает в своей топологии печатной платы. | Размер готового отверстия | ||
| 34 | PHD или TOOLSIZE | Диаметр инструмента, используемого в производстве для сверления отверстия. | PHD — Диаметр производственного отверстия | ||
| 35 | OAR | Кольцевое кольцо наружного слоя | OAR — Внешнее кольцевое кольцо | ||
| 36 | IAR | Кольцевое кольцо внутреннего слоя | IAR — Внутреннее кольцевое кольцо | ||
| 37 | IPI | Изоляция прокладки внутреннего слоя | IPI — Изоляция прокладки внутреннего слоя | ||
| 38 | ПЛОТНОСТЬ ОТВЕРСТИЙ | Количество отверстий на дм² поверхности платы . | Плотность отверстий | ||
| 39 | SM или SOLDERMASK | Защитный слой жидкого фотоизображающего лака, наносимый на ВЕРХНУЮ и НИЖНЮЮ сторону печатной платы. | SM-Soldermask | ||
| 40 | ЛЕГЕНДА | Текст, напечатанный поверх паяльной маски. | Легенда | ||
| 41 | ОТДЕЛКА БЕЗ СВИНЦА | Окончательная отделка, нанесенная на участки пайки печатной платы, чтобы предотвратить окисление и облегчить их пайку. | Любая бессвинцовая отделка Какая отделка поверхности соответствует вашему дизайну | ||
| 42 | HAL | Выравнивание горячим воздухом Бессвинцовая олово (Sn) | HAL Бессвинцовая | ||
| 43 | Che Ni / Au или ENIG | ENIG, иммерсионное золото без электрохимического никеля, также называемое Che Ni / Au, химическое никелевое золото или также известное как мягкое золото. | Ch Ni / Au или ENIG (иммерсионное золото без электрохимического никеля) Паяльная маска на сквозных отверстиях в случае химической обработки поверхности никель-золото | ||
| 44 | ФРЕЗЕРОВАНИЕ | Используется для формирования контура печатной платы или Панели. | Фрезерование Пазы и вырезы | ||
| 45 | ТЕСТИРОВАНИЕ ПЛАТЫ | Электрические испытания незаполненной печатной платы. | Тестирование неизолированной платы | ||
| 46 | КОРОТКОЕ | Электрическое соединение между двумя или более цепями или изолированными точками, которые не должны быть соединены. | Короткий | ||
| 47 | ОТКРЫТЫЙ | Разрыв или отсутствие соединения в сети. | Обрыв | ||
| 48 | УТЕЧКА | Тип короткого замыкания, иногда называемый коротким замыканием с высоким сопротивлением. | Утечка | ||
| 49 | МАРКИРОВКА UL | Лаборатория страховщиков (UL) | Маркировка UL Что насчет UL? | ||
| 50 | МАСКА ОТКЛЫВАЮЩАЯСЯ | Также известная как Peel-off Mask — это защитное покрытие, которое можно легко удалить. | Отслаивающаяся маска | ||
| 51 | КОНТАКТЫ УГЛЕРОДА | Угольные чернила, обычно используемые для контактов клавиатуры, контактов ЖК-дисплея и перемычек. | Углеродные контакты | ||
| 52 | ОСОБЫЕ ДОПУСКИ | Допуски, которые необходимы для достижения конкретных целей проектирования и не соответствуют последнему промышленному стандарту IPC A-600 (x), класс II. | Особые допуски | ||
| 53 | СПЕЦИАЛЬНАЯ МАРКИРОВКА | Специальная маркировка клиента, такая как логотип, имя, код даты и т.д. | Специальная маркировка КРОМКА ДОСКИ | Металлизированные сквозные отверстия в краю доски. | Покрытие отверстий на краю платы Медь и край платы |
| 55 | ПОКРЫТИЕ КРУГЛЫЙ КРАЙ | Край платы покрывается медью, а затем — финишной отделкой, например HAL. | Покрытие круглой кромки Медь и кромка платы | ||
| 56 | МЕДЬ ДО КРАЯ ПЛАТЫ | Медь помещается до самого края контура платы. | Медь до края платы Медь и край платы — Блог | ||
| 57 | ОТВЕРСТИЯ ДЛЯ ПРЕССЫ | Отверстия, предназначенные для запрессовки выводов компонентов, обычно соединителей. | Отверстия с запрессовкой | ||
| 58 | МЕХАНИЧЕСКИЕ ОТВЕРСТИЯ С ФАСКАМИ или ОТВЕРСТИЯ С ЗАГЛУШКОЙ | Скошенная кромка отверстий обычно под углом 45 градусов. | Механические отверстия с фаской или отверстия с потайной головкой | ||
| 59 | ГЛУБИННАЯ МАРШРУТИЗАЦИЯ | Удаление определенной области внешнего слоя печатной платы на определенную глубину. | Глубина трассировки | ||
| 60 | ЗОЛОТАЯ ПОВЕРХНОСТЬ КРАЕВОГО СОЕДИНИТЕЛЯ | Слой позолоты на пальцах краевого разъема. | Золотая поверхность краевого соединителя Золотое покрытие для краевых соединителей | ||
| 61 | КРАЙНЫЙ СОЕДИНИТЕЛЬ СКАЧИВАНИЕ | Уменьшите квадратный край соединителя до скошенного края, чтобы облегчить вход в гнездо. | Скошенная кромка соединителя | ||
| 62 | Паста для радиатора | Паста, используемая для заполнения сквозных отверстий, предназначенных для отвода тепла. | Паста для радиатора | ||
| 63 | ЧЕРЕЗ ЗАПОЛНЕНИЕ | Заполнение переходных отверстий смолой или паяльной маской. | Заполнение отверстий IPC-4761 Классификация типа защиты | ||
| 64 | ИНДЕКС ПОКРЫТИЯ | Плотность распределения меди. | Индекс покрытия Моделирование покрытия — наш новый инструмент для разработчиков печатных плат | ||
| 65 | WARP и TWIST | Искажение печатной платы. | Warp and Twist Bow and Twist в печатных схемах | ||
| 66 | FIDUCIAL | Оптическая мишень. | Контрольные точки | ||
| 67 | МИКРОРАЗДЕЛ PTH | Поперечное сечение отверстия PTH. | Микро-секция PTH | ||
| 68 | СРОК ПОСТАВКИ | Количество дней, необходимых для изготовления. | Срок поставки | ||
| 69 | ДАТА ОТГРУЗКИ | Дата отгрузки заказа. | Дата отгрузки Информация о доставке | ||
| 70 | ПОВЕРХНОСТЬ ПЛАТЫ | Площадь поверхности платы, выраженная в дм². | Поверхность платы | ||
| 71 | ПОВЕРХНОСТЬ ДЛЯ ЗАКАЗА | Общая доставленная площадь печатной платы вашего заказа, выраженная в дм². | Поверхность заказа | ||
| 72 | ЦЕНА НЕТТО | Цена без налогов и НДС. | Цена нетто | ||
| 73 | ЦЕНА БРУТТО | Цена с НДС | Цена брутто | ||
| 74 | ЦЕНА ОДНОЙ ПП или ОДНОЙ ПАНЕЛИ | Цена за одну единицу поставки формат, выбранный в калькуляторе. | Цена одной платы или одной панели | ||
| 75 | ЦЕНА ПЛАТЫ | Цена включает цену платы, выбранной в калькуляторе | Цена платы | ||
| 76 | ОБЩАЯ ЦЕНА | Цена на все выбранные товары. | Общая стоимость Информация о выставлении счетов и оплате |
Основы печатных плат — learn.sparkfun.com
Обзор
Одно из ключевых понятий в электронике — это печатная плата или печатная плата.Это настолько фундаментально, что люди часто забывают объяснить, что такое PCB . В этом руководстве мы разберем, что составляет печатную плату, и разберем некоторые общие термины, используемые в мире печатных плат.
На следующих нескольких страницах мы обсудим состав печатной платы, рассмотрим некоторую терминологию, взглянем на методы сборки и кратко обсудим процесс проектирования, лежащий в основе создания новой печатной платы.
Рекомендуемая литература
Перед тем, как начать, вы можете ознакомиться с некоторыми концепциями, которые мы используем в этом руководстве:
Переводы
Minh Tuấn любезно перевел это руководство на вьетнамский язык.Посмотреть перевод можно здесь.
Что такое печатная плата?
Печатная плата — наиболее распространенное название, но также может называться «печатными монтажными платами» или «печатными монтажными платами». До появления печатных плат схемы создавались посредством трудоемкого процесса двухточечной проводки. Это приводило к частым отказам в местах соединения проводов и коротким замыканиям, когда изоляция проводов начинала стареть и трескаться.
->
предоставлено пользователем Википедии Wikinaut <-
Значительным достижением стала разработка обмотки проводов, при которой провод небольшого калибра буквально наматывается на столб в каждой точке соединения, создавая газонепроницаемое соединение, которое отличается высокой прочностью и легко заменяется.
По мере того как электроника перешла от электронных ламп и реле к кремниевым и интегральным схемам, размер и стоимость электронных компонентов начали уменьшаться. Электроника стала более распространенной в потребительских товарах, и давление, направленное на уменьшение размеров и затрат на производство электронной продукции, заставило производителей искать лучшие решения. Так родилась печатная плата.
PCB — это аббревиатура от печатной платы . Это доска, на которой есть линии и контактные площадки, соединяющие различные точки вместе.На картинке выше есть следы, которые электрически соединяют различные разъемы и компоненты друг с другом. Печатная плата позволяет передавать сигналы и питание между физическими устройствами. Припой — это металл, который обеспечивает электрические соединения между поверхностью печатной платы и электронными компонентами. Припой, являясь металлом, также служит прочным механическим клеем.
Композиция
Печатная плата похожа на слоеный пирог или лазанью — есть чередующиеся слои разных материалов, которые ламинируются вместе с помощью тепла и клея, так что в результате получается один объект.
Давайте начнем с середины и продолжим работу.
FR4
Основным материалом или подложкой обычно является стекловолокно. Исторически наиболее распространенным обозначением этого стекловолокна является «FR4». Этот прочный сердечник придает печатной плате жесткость и толщину. Также существуют гибкие печатные платы, построенные на гибком жаропрочном пластике (каптон или аналог).
Вы найдете много печатных плат разной толщины; наиболее распространенная толщина продуктов SparkFun — 1,6 мм (0.063 «). В некоторых наших продуктах — платах LilyPad и Arudino Pro Micro — используется плата толщиной 0,8 мм.
Более дешевые печатные платы и перфорированные платы (показанные выше) будут изготавливаться из других материалов, таких как эпоксидные смолы или фенолы, которые не обладают долговечностью FR4, но намного дешевле. Вы поймете, что работаете с этим типом печатной платы, когда припаяете к ней — они имеют очень неприятный запах. Эти типы подложек также обычно используются в бытовой электронике низкого уровня. Фенольные смолы имеют низкую температуру термического разложения, что приводит к их расслаиванию, дымлению и обугливанию, когда паяльник слишком долго удерживается на плате.
Медь
Следующий слой — это тонкая медная фольга, которая приклеивается к плате с помощью тепла и клея. На обычных двусторонних печатных платах медь наносится на обе стороны подложки. В более дешевых электронных устройствах печатная плата может иметь медь только с одной стороны. Когда мы говорим о двухсторонней плате или двухслойной плате , мы имеем в виду количество медных слоев (2) в нашей лазаньи. Это может быть всего лишь 1 слой или до 16 или более слоев.
Печатная плата с открытой медью, без паяльной маски и шелкографии.
Толщина меди может варьироваться и указывается по весу в унциях на квадратный фут. Подавляющее большинство печатных плат содержат 1 унцию меди на квадратный фут, но некоторые печатные платы, которые работают с очень высокой мощностью, могут использовать 2 или 3 унции меди. Каждая унция на квадрат соответствует примерно 35 микрометрам или 1,4 тысячным дюйма толщины меди.
Паяльная маска
Слой поверх медной фольги называется слоем паяльной маски. Этот слой придает печатной плате зеленый (или, в SparkFun, красный) цвет.Он накладывается на медный слой, чтобы изолировать медные следы от случайного контакта с другим металлом, припоем или токопроводящими насадками. Этот слой помогает пользователю паять в нужных местах и предотвращает возникновение перемычек.
В приведенном ниже примере зеленая паяльная маска нанесена на большую часть печатной платы, закрывая небольшие следы, но оставляя открытые серебряные кольца и контактные площадки SMD, чтобы их можно было припаять.
Паяльная маска чаще всего зеленого цвета, но возможен почти любой цвет.Мы используем красный почти для всех плат SparkFun, белый для платы IOIO и фиолетовый для плат LilyPad.
шелкография
Белый слой шелкографии наносится поверх слоя паяльной маски. Шелкография добавляет к печатной плате буквы, числа и символы, которые упрощают сборку, и индикаторы для лучшего понимания платы людьми. Мы часто используем шелкографические метки, чтобы обозначить функцию каждого вывода или светодиода.
Шелкография чаще всего белая, но можно использовать чернила любого цвета.Широко доступны черный, серый, красный и даже желтый цвета шелкографии; Однако редко можно увидеть более одного цвета на одной доске.
Терминология
Теперь, когда у вас есть представление о структуре печатной платы, давайте определим некоторые термины, которые вы можете услышать при работе с печатными платами:
- Кольцо — кольцо из меди вокруг металлического сквозного отверстия в печатной плате.
Примеры кольцевых колец.
- DRC — проверка правил проектирования.Программная проверка вашего дизайна, чтобы убедиться, что он не содержит ошибок, таких как неправильно соприкасающиеся следы, слишком тонкие следы или просверливание слишком маленьких отверстий.
- Drill hit — места на конструкции, в которых следует просверлить отверстия или где они действительно были просверлены на доске. Неточные удары сверла, вызванные затупившимися долотами, являются обычной производственной проблемой.
Не очень точные, но функциональные попадания сверла.
- Палец — открытые металлические площадки по краю платы, используемые для соединения двух печатных плат.Распространенные примеры — по краям компьютерных плат расширения или памяти и старых видеоигр на картриджах.
- Мышиные укусы — альтернатива v-score для отделения досок от панелей. Несколько ударов сверла сгруппированы близко друг к другу, создавая слабое место, где доску можно легко сломать постфактум. См. Хороший пример доски SparkFun Protosnap.
- Контактная площадка — часть открытого металла на поверхности платы, к которой припаян компонент.
Контактные площадки PTH (сквозное отверстие) слева, контактные площадки SMD (устройство для поверхностного монтажа) справа.
- Панель — плата большего размера, состоящая из множества плат меньшего размера, которые перед использованием будут разобраны. У автоматизированного оборудования для работы с платами часто возникают проблемы с меньшими платами, и, объединяя несколько плат одновременно, процесс можно значительно ускорить.
- Трафарет для пасты — тонкий металлический (или иногда пластиковый) трафарет, который накладывается на плату и позволяет наносить паяльную пасту на определенные участки во время сборки.
ReplaceMeOpen
ReplaceMeClose
Abe быстро демонстрирует, как выровнять трафарет с пастой и нанести паяльную пасту.
- Самовывоз — машина или процесс, с помощью которого компоненты размещаются на печатной плате.
ReplaceMeOpen
ReplaceMeClose
Боб показывает нам машину SparkFun MyData Pick and Place. Это довольно круто.
- Плоскость — непрерывный медный блок на печатной плате, обозначенный границами, а не дорожкой. Также обычно называют «заливкой».
Различные части печатной платы, на которых нет следов, но вместо них нанесен грунт.
- Металлическое сквозное отверстие — отверстие на плате, имеющее кольцевое кольцо и покрытое металлической пластиной на всем протяжении доски.Может быть точкой соединения для компонента со сквозным отверстием, переходным отверстием для передачи сигнала или монтажным отверстием.
- Pogo pin — подпружиненный контакт, используемый для временного подключения в целях тестирования или программирования.
- Оплавление — плавление припоя для создания стыков между контактными площадками и выводами компонентов.
- Silkscreen — буквы, цифры, символы и изображения на печатной плате. Обычно доступен только один цвет и разрешение обычно довольно низкое.
Шелкография, идентифицирующая этот светодиод как светодиод питания.
- Прорезь — любое отверстие в доске не круглой формы.Слоты могут иметь покрытие, а могут и не быть. Слоты иногда увеличивают стоимость платы, поскольку требуют дополнительного времени на вырезку.
- Паяльная паста — маленькие шарики припоя, взвешенные в гелевой среде, которые с помощью трафарета для пасты наносятся на контактные площадки для поверхностного монтажа на печатной плате перед размещением компонентов.Во время оплавления припой в пасте плавится, создавая электрические и механические соединения между контактными площадками и компонентом.
Паяльная паста на печатной плате незадолго до установки компонентов. Обязательно ознакомьтесь с описанием * пасты трафарета выше. *
- Горшок для припоя — горшок, используемый для быстрой пайки плат со сквозными отверстиями. Обычно содержит небольшое количество расплавленного припоя, в который быстро погружается плата, оставляя паяные соединения на всех открытых площадках.
- Soldermask — слой защитного материала, нанесенный на металл для предотвращения коротких замыканий, коррозии и других проблем. Часто зеленый, хотя возможны и другие цвета (красный SparkFun, синий Arduino или черный Apple). Иногда упоминается как «сопротивляться».
Паяльная маска закрывает сигнальные дорожки, но оставляет контактные площадки для пайки.
- Перемычка припоя — небольшая капля припоя, соединяющая два соседних контакта на компоненте на печатной плате.В зависимости от конструкции, перемычка из припоя может использоваться для соединения двух контактных площадок или контактов. Это также может стать причиной нежелательных коротких замыканий.
- Поверхностный монтаж — метод конструкции, позволяющий просто устанавливать компоненты на плату, не требуя, чтобы провода проходили через отверстия в плате. Сегодня это преобладающий метод сборки, который позволяет быстро и легко устанавливать платы.
- Thermal — небольшой след, используемый для соединения контактной площадки с плоскостью. Если контактная площадка не подвергается термической разгрузке, становится трудно нагреть контактную площадку до достаточно высокой температуры для создания хорошего паяного соединения.Контактная площадка с неправильной термической разгрузкой будет казаться «липкой» при попытке припаять к ней, и для ее оплавления потребуется слишком много времени.
Слева, паяльная площадка с двумя небольшими дорожками (термиками), соединяющими контакт с заземляющей пластиной. Справа — переходное отверстие без термиков, полностью соединяющее его с заземляющей пластиной.
- Воровство — штриховка, линии сетки или точки из меди, оставленные в областях платы, где нет плоскости или следов.Снижает сложность травления, поскольку для удаления ненужной меди требуется меньше времени в ванне.
- След — непрерывный путь меди на печатной плате.
-> Небольшой след, соединяющий площадку Reset с другим местом на плате. Более крупная и толстая дорожка подключается к выводу питания 5V . <-
- V-образный разрез — частичный разрез доски, позволяющий легко защелкнуть доску вдоль линии.
- Через — отверстие в плате, используемое для передачи сигнала от одного уровня к другому. Переходные отверстия с тентом закрыты паяльной маской для защиты от припаивания. Переходные отверстия, к которым должны быть прикреплены соединители и компоненты, часто открыты (открыты), чтобы их можно было легко припаять.
Передняя и задняя части одной и той же печатной платы со сквозным соединением. Это переходное отверстие передает сигнал с передней стороны печатной платы через ее середину на заднюю сторону.
- Волновой припой — метод пайки, используемый на платах с компонентами со сквозными отверстиями, когда плата пропускается над стоячей волной расплавленного припоя, который прилипает к открытым контактным площадкам и выводам компонентов.
Создай свой собственный!
Как вы подходите к разработке собственной печатной платы? Все тонкости проектирования печатных плат слишком подробны, чтобы вдаваться в подробности, но если вы действительно хотите начать, вот несколько советов:
- Найдите пакет САПР: на рынке существует множество недорогих или бесплатных вариантов проектирования печатных плат.Что нужно учитывать при выборе пакета:
- Поддержка сообщества: много ли людей используют пакет? Чем больше людей будет им пользоваться, тем больше у вас шансов найти готовые библиотеки с нужными вам частями.
- Простота использования: если пользоваться им больно, не станете.
- Возможности: некоторые программы накладывают ограничения на ваш проект — количество слоев, количество компонентов, размер платы и т. Д. Большинство из них позволяют вам платить за лицензию, чтобы обновить их возможности.
- Переносимость: некоторые бесплатные программы не позволяют вам экспортировать или преобразовывать ваши проекты, ограничивая вас только одним поставщиком.Может быть, это справедливая цена за удобство и цену, а может, и нет.
- Посмотрите на макеты других людей, чтобы увидеть, что они сделали. Оборудование с открытым исходным кодом делает это проще, чем когда-либо.
- Практика, практика, практика.
- Сохраняйте низкие ожидания. У вашего первого дизайна доски будет много проблем. У вашего 20-го дизайна доски будет меньше, но все равно будет. Вы никогда не избавитесь от них всех.
- Схемы важны. Пытаться спроектировать плату без хорошей схемы вначале — бесполезное занятие.
Наконец, несколько слов о полезности разработки собственных печатных плат. Если вы планируете выполнить более одного или двух проектов в рамках одного проекта, окупаемость разработки платы будет довольно хорошей — схемы подключения точка-точка на прототипной плате доставляют хлопоты, и они, как правило, менее надежны, чем специально разработанные. доски. Это также позволяет продавать свой дизайн, если он окажется популярным.
WE Главная | Würth Elektronik (Wurth Electronics) Group
Группа компаний Würth Elektronik является юридически независимой частью международной группы компаний Würth Group.Группа Würth Elektronik включает в себя следующие направления деятельности и компании:
Standard Components / Würth Elektronik eiSos GmbH & Co. KG
Würth Elektronik eiSos — один из ведущих производителей электронных и электромеханических компонентов в Европе. Ассортимент продукции включает: компоненты ЭМС, фильтры ЭМС, конденсаторы, индукторы, ВЧ-индукторы и компоненты LTCC, резисторы, кварц, генераторы, трансформаторы, компоненты для защиты цепей, силовые модули, светодиоды, разъемы, переключатели, высокомощные контакты, методы сборки , Беспроводная связь и датчики.Наша организация прямых продаж работает в 43 странах мира. Имея 16 производственных предприятий по всему миру, мы гарантируем полную поддержку проектирования, бесплатные образцы и доставку наших компонентов в любую точку мира.
Automotive / Würth Elektronik iBE GmbH
Würth Elektronik iBE специализируется на изготовлении индукторов по индивидуальному заказу для автомобильной промышленности и электромобильности и уже более 37 лет является предпочтительным партнером автомобильной промышленности.Имея шесть производственных предприятий по всему миру, компания, имеющая сертификат IATF 16949, представлена на всех важных рынках и континентах. Ассортимент продукции включает в себя дроссели со стержневым сердечником и дроссели специального назначения, сильноточные индукторы, автомобильные ферриты, силовые индукторы и дроссели накопителей.
Custom Magnetics / Wurth Electronics Midcom Inc.
Наша американская дочерняя компания Wurth Electronics Midcom является мировым лидером в разработке и производстве трансформаторов и нестандартных магнитов.Наша особая сила заключается в ориентации на компоненты, разработанные в соответствии с требованиями заказчика. Компоненты используются, помимо прочего, в областях светодиодного и CFL-освещения, интеллектуальных сетей, измерения, домашней автоматизации, промышленной электроники, а также систем управления и безопасности.
Индивидуальные соединители / Würth Elektronik Stelvio Kontek SpA
Stelvio Kontek — поставщик стандартных и индивидуальных компонентов в области штекерных соединителей клеммных блоков, соединителей провод-плата, соединителей ввода-вывода, гибких плоских ленточных кабелей, предохранителей держатели, герконы и датчики.
Беспроводная связь и датчики (ранее AMBER wireless GmbH)
В подразделении Беспроводная связь и датчики Würth Elektronik eiSos расширяет ассортимент продукции радиорешениями для беспроводной передачи данных в радиостандартах Bluetooth®, Wi-Fi и Wireless M-Bus а также с фирменными радиомодулями в диапазонах частот 169 МГц, 433 МГц, 868 МГц, 915 МГц и 2,4 ГГц. Благодаря совершенно новым продуктам — модулям позиционирования GNSS и датчику температуры, 3-осевому датчику ускорения, датчику абсолютного давления и датчику дифференциального давления Würth Elektronik теперь предлагает другие продукты для Интернета вещей, Industry 4.0, Smart Home или Smart Farming в своем ассортименте.
Компания Würth Elektronik Circuit Board Technology (CBT) зарекомендовала себя как один из ведущих производителей печатных плат (PCB) в Европе. Начиная от образцов и прототипов и заканчивая серийными средними и большими объемами, производимыми на немецких и азиатских производствах: разработчикам электроники предоставляются все стандартные и даже более сложные технологии печатных плат, такие как микропереходник HDI, гибко-жесткий, терморегулирование, высокий ток или целостность сигнала .
Würth Elektronik ICS разрабатывает и производит системные решения на основе печатных плат для распределения сигналов и мощности, электронного управления, отображения и панелей управления. От простых компонентов до законченных системных решений, клиенты из промышленности, строительства, сельскохозяйственной техники, коммерческого и специального транспорта могут рассчитывать на широкий ассортимент продукции: от сильноточных контактов (оригинальные элементы питания) до центральной электрики и дисплеев HMI. В дополнение к установленным технологиям соединения печатных плат, таким как запрессовка и пайка, компания предлагает технологию SKEDD, инновационное решение для прямого и обратимого соединения печатных плат.
.