Технологический процесс производства автомобильных шин
Шины являются связующим звеном между дорогой и автомобилем. Удивительно, но от пятна контакта размером с ладонь напрямую зависит уровень безопасности. Именно это заставляет производителей автомобильных шин строго придерживаться технологического процесса.

Весь процесс производства шин можно условно разделить на пять этапов: изготовление резиновой смеси, изготовление деталей покрышек, сборка шины, вулканизация и проверка качества.
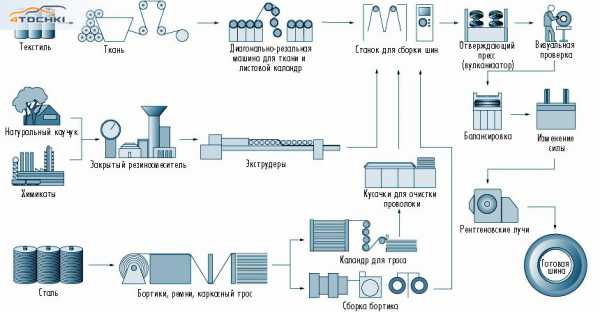
На этапе изготовления резиновых смесей происходит смешение различных компонентов до получения однородной массы. Это происходит в специальном смесителе закрытого типа при нагреве до 120 градусов Цельсия. Для разных типов смесей, которые используются в разных частях шины, используются различные компоненты, интенсивность смешения и температура процесса. Более подробно про резиновые смеси можно прочитать в нашей статье «Резиновая смесь протектора».
Для производства одного типа шин требуется несколько различных по составу резиновых смесей. Один тип резины используется в производстве протектора, а другие предназначены для изготовления деталей шин.

На этапе изготовления деталей покрышки происходит подготовка материалов, усиливающих конструкцию шины: пропитка, сушка, термообработка и обрезинивание. Обрезиниванию подвергаются бортовые кольца, текстильный корд и стальной брекер. Последним этапом в изготовлении компонентов является придание деталям конечной формы.
Всего в производстве одной покрышки используется до 30 компонентов, большинство из которых играют роль усилителей конструкции шины.
Готовые детали поступают на станок для сборки шин. На современных предприятиях такой станок представляет собой автоматизированный комплекс, работающий под управлением оператора (сборщика). Он состоит из вращающихся барабанов, на которых собираются заготовки, и подающего устройства для снабжения сборщика компонентами для сборки.
Сборка шин является самым сложным процессом, который, несмотря на механизацию и автоматизацию имеет большую долю ручных операций. На одном барабане собирается каркас шины, а на другом его боковая часть. После окончания сборки барабаны совмещают и прижимают заготовки, придавая им форму шины. Как правило, на заводах установлено сразу несколько сборочных станков работающих для производства малогабаритных, среднегабаритных и крупногабаритных шин.
В процессе вулканизации заготовка шины поступает в отверждающий пресс (вулканизатор), где формуется протектор, а резиновая смесь необходимую эластичность. Для этого ее помещают в вулканизационную пресс-форму, где мембрана под давлением горячей воды и пара формует рисунок протектора. Процесс протекает при высокой температуре, которая активирует процесс влуканизации, при котором сера, содержащаяся в резиновой смеси, создает связи с цепочками полимеров. В этот момент каучук переходит от пластичного состояния к эластичному.
У каждого производителя свой собственный процесс контроля качества, обеспечивающий соблюдение внутренних норм и международных стандартов. Как правило, он состоит из двух этапов. На первом этапе шины проходят визуальный осмотр, а на втором проверку на специальном оборудовании. Визуальный осмотр позволяет выявить внешние дефекты, которые могут повлиять на эксплуатационные характеристики шины. Далее шина поступает через специальное оборудование, на котором измеряется ее вес, баланс, внутреннее строение и характеристики под нагрузкой.
По результатам прохождения контроля качества шины маркируются согласно типоразмеру, индексам скорости и нагрузки и складируются.
www.4tochki.ru
Технология производства шин
Шина — это единственная часть автомобиля, которая соприкасается с дорогой. Площадь этого соприкосновения (пятно контакта) примерно равна площади одной человеческой ладони.Таким образом, автомобиль на дороге удерживается всего четырьмя ладонями! Поэтому шины, без сомнения, являются очень важным элементом безопасности вождения.

Кроме весьма важной задачи по обеспечению сцепления и управляемости автомобиля, шина также должна обладать комфортом, износостойкостью, снижать расход топлива и дополнять внешний вид автомобиля. Необходимость сочетать такие разные характеристики делает проектирование шин намного более сложным процессом, чем может показаться на первый взгляд. А при изготовлении шин задействовано ничуть не меньше исследований и технологий, чем при создании мобильного телефона.
Условно этапы, которые проходит шина, прежде чем попасть на полки магазина, можно разделить на 3 этапа:
-
Анализ рынка
-
Моделирование и тестирование модели
-
Массовое производство
Анализ рынка
При исследовании рынка компания Мишлен уделяет огромное внимание запросам водителей, при этом не только текущим, но и возможным требованиям к шинам в будущем. Также ведется наблюдение за развитием автомобильного рынка.
Особое внимание уделяется особенностям использования шин в конкретных условиях, куда включают не только особенности вождения, но и климатические условия, дорожную специфику и качество покрытия.
Все это позволяет в полной мере удовлетворить потребности самых требовательных клиентов.
Моделирование и тестирование модели
На основе полученных данных начинается кропотливая работа по созданию будущей шины. В этом процессе принимают участие не только химики и конструкторы, но и многие другие специалисты, например, промышленные дизайнеры.
Именно от совместной работы различных специалистов зависит успех будущей шины. Качественная и надежная шина – это не столько технологический секрет, сколько настоящее искусство, заключающееся в правильном выборе, дозировке и взаимосвязи различных компонентов шины.
Создание резиновой смеси

Ее разработка, подготовка и изготовление сродни созданию кулинарного шедевра. Это наиболее секретная часть шины, и, хотя широко и хорошо известны около 20 основных составляющих, узнать подробнее о резиновой смеси не представляется возможным. Ведь секрет состоит не только в компонентах смеси, но в их грамотной комбинации и балансе, которые и будут наделять шину ее специфичными функциями.
Основные элементы резиновой смеси шины:
Каучук. Бывает двух видов – натуральный и синтетический, добавляется в резиновую смесь в различных пропорциях в зависимости от назначения шины, является ее основой. Натуральный каучук – это высушенный сок дерева гевеи, также содержится в других видах растений, например, в одуванчиках, но из-за сложности производственного процесса из последних не производится.
Синтетический каучук – продукт, производимый из нефти. В настоящее время используется несколько десятков различных синтетических каучуков, каждый их которых имеет свои характерные особенности, влияющие на конкретные характеристики шины. Последние поколения синтетических каучуков очень близки по свойствам к натуральному, однако шинная промышленность по-прежнему не может отказаться от последнего.
Технический углерод. Значительная часть резиновой смеси состоит из промышленной сажи (технический углерод), наполнителя, предлагаемого в различных вариантах и придающего шине её специфичный черный цвет. Впервые сажа была применена в шинах в начале 20 века, до этого времени шины имели цвет бледно-желтый (цвет натурального каучука). Основное назначение сажи – создание надежных молекулярных соединений для придания резиновой смеси особой прочности и износостойкости.
Диоксид кремния (силика). Этот компонент в свое время был привлечен в резиновую смесь как замена техническому углероду. В процессе тестирования нового состава было выявлено, что диоксид кремния не может вытеснить из резиновой смеси сажу, так как не обеспечивает такую же высокую прочность резины. Однако новый компонент улучшал сцепление шины с мокрой поверхностью дороги и снижал сопротивление качению. В итоге эти два элемента сейчас используются в шине совместно, при этом каждый из них наделяет шину своими лучшими качествами.
Сера. Является одним из компонентов, участвующих в вулканизации. Благодаря этому процессу пластичная сырая резиновая смесь превращается в эластичную и прочную резину.
При создании шины работа ведется не только над характеристиками шины, но и над эстетической стороной, рассматривается большое количество разных дизайнов рисунка протектора. Применение методов моделирования позволяет выбрать рисунок, наилучшим образом дополняющий существующую резиновую смесь и внутреннюю структуру будущей шины. По результатам компьютерного моделирования лучшие образцы запускаются в производство и подвергаются реальным испытаниям.
Ежегодно специалистами компании Мишлен проводятся многочисленные тесты, в ходе которых испытуемые шины MICHELIN проезжают свыше 1,6 млрд км. Это примерно 40 000 путешествий вокруг земного шара. В процессе тестирования дорабатываются последние черты будущей шины. В момент, когда все тесты проведены, а результаты соответствуют начальному заданию, шина запускается в массовое производство.
Производство


Начальный этап запуска любой шины в массовое производство – подготовка производственных площадок.
Компания Мишлен владеет большим количеством заводов в различных странах. И основная задача этого этапа – настроить каждый производственный процесс таким образом, чтобы шина отвечала не только изначальному техническому заданию, но и по всем параметрам не отличалась от аналогичной шины, произведенной в любой другой стране.
В последующем процессе массового производства каждая шина MICHELIN производится высококвалифицированными специалистами с применением различных видов ручного и автоматического оборудования. Когда это необходимо, компания Мишлен проектирует собственное оборудование, отвечающее потребностям производства.
Основные этапы производства шин:

-
Подготовка резиновых смесей. Как уже было указано выше, рецептура каждой резиновой смеси является основой для наделения шины необходимыми функциями.
-
Создание компонентов шины. На этом этапе из полученной резины формируется протекторная лента, а также создается «скелет» шины — каркас и брекер. Первый изготавливается из слоев обрезиненных текстильных нитей, а второй – из обрезиненного высокопрочного металлокорда. Также готовится борт шины, с помощью которого шина крепится на ободе диска. Основная его часть — бортовое кольцо, изготовленное из множества витков проволоки.
-
Сборка. На особый сборочный барабан последовательно накладываются слои каркаса и брекера, бортовые кольца, протектор с боковинами. Затем все эти детали шины соединяются в единое целое – заготовку шины.
-
Вулканизация. Подготовленная заготовка помещается в пресс-форму вулканизатора. Внутрь шины под высоким давлением подается пар, нагревается наружная поверхность пресс-формы. Под давлением по боковинам и протектору прорисовывается рельефный рисунок. Происходит химическая реакция (вулканизация), которая придает резине эластичность и прочность.
Особо важным элементом производства является контроль качества. Он начинается с проверки качества каждого элемента шины еще на этапе закупки, присутствует на каждом этапе производства и завершается многоуровневым аудитом готовой продукции.
Залогом качества продукции компании Мишлен также является наличие производственной гарантии — 5 лет с даты производства. Гарантия от производителя распространяется на дефекты изготовления и материалов.
tyreplus.ru
оборудование и технология. Из чего делают резину :: BusinessMan.ru
Резиновые материалы и комбинированные резинотехнические изделия невозможно заменить другой продукцией. Уникальное сочетание характеристик и эксплуатационных качеств позволяет использовать такие материалы в сложных рабочих процессах, дополняя устройство машин, станков, приборов и строительных конструкций. Современное производство резины заметно продвинулось технологически, что отразилось и на качестве выпускаемой продукции. Технологи стремятся повышать долговечность, прочность и стойкость изделий к воздействию сторонних факторов.
Из какого сырья делают резину?

Большая часть резиновых материалов получается в результате промышленной обработки синтетических и натуральных каучуковых смесей. Достигается эта обработка посредством сшивки каучуковых молекул химическими связями. Последнее время используется порошкообразное сырье для производства резины, характеристики которого специально рассчитаны на образование литьевых форм. Это готовые композиции на базе жидкого каучука, из которых в том числе выпускают эбонитовые изделия. Сам процесс вулканизации не обходится без специальных активаторов или агентов – это химические вещества, способствующие сохранению оптимальных рабочих качеств смеси. Обычно для данной задачи используют серу. Это компоненты, составляющие основу набора, требуемого для изготовления резины. Но, в зависимости от требуемых эксплуатационных качеств и назначения продукта, технологи вводят производственные этапы, на которых структура изделия обогащается и модифицирующими элементами.
Добавки для модификации резиновых смесей

В процессе изготовления резиновая смесь может наполняться ускорителями, активаторами, агентами вулканизации, смягчителями и другими компонентами. Поэтому вопрос о том, из чего делают резину, в немалой степени определяется вспомогательными добавками. Например, для сохранения структуры материала используют регенераты. С помощью данного наполнителя резиновый продукт может подвергаться вторичной вулканизации. Немалая часть модификаторов не оказывает влияния на конечные технико-эксплуатационные свойства, но играет существенную роль непосредственно в процессе изготовления. Тот же процесс вулканизации корректируют ускорители и замедлители химических реакций.
Отдельную группу добавок представляют пластификаторы, то есть смягчители. Их используют для понижения температуры при вулканизации и диспергирования других ингредиентов состава. И здесь может возникнуть другой вопрос – насколько добавки и сам каучук влияют на химическую безопасность формируемой смеси? То есть из чего делают резину с точки зрения экологической чистоты? Отчасти это действительно опасные для здоровья смеси, которые включают ту же серу, битумы и дибутилфталаты, стеариновые кислоты и т. д. Но часть ингредиентов представляют натуральные вещества – природные смолы, тот же каучук, растительные масла и восковые компоненты. Другое дело, что в разных смесях соотношение вредной синтетики и натуральных ингредиентов может меняться.
Этапы процесса изготовления резиновых изделий

Промышленное изготовление резины начинается с процесса пластификации сырья, то есть каучука. На этом этапе обретается главное качество будущей резины – пластичность. Посредством механической и термической обработки каучук смягчается до определенной степени. Из полученной основы в дальнейшем будет осуществлено производство резины, но перед этим пластифицированная смесь подвергается модификации рассмотренными выше добавками. На этой стадии формируется резиновый состав, в который добавляют серу и другие активные компоненты для улучшения характеристик состава.
Важным этапом перед вулканизацией является и каландрование. По сути, это формование сырой каучуковой смеси, прошедшей обогащение добавками. Выбор способа каландрирования определяет конкретная технология. Производство резины на этом этапе может предполагать также и выполнение экструзии. Если обычное каландрование ставит целью создание простых резиновых форм, то экструзия позволяет выполнять сложные изделия в виде шлангов, кольцевых уплотнителей, протекторов для автомобильных шин и т. д.
Вулканизация как завершающий этап производства

В процессе вулканизации заготовка проходит финальную обработку, благодаря которой изделие получает достаточные для эксплуатации характеристики. Сущность операции заключается в воздействии давления и высокой температуры на модифицированную каучуковую смесь, заключенную в металлическую форму. Сами формы устанавливаются в специальной автоклаве, подключенной к паровому нагревателю. В некоторых сферах производство резины может предусматривать и заливку горячей воды, которая стимулирует процесс распределения давления через текучую среду. Современные предприятия также стремятся к автоматизации этого этапа. Появляются все новые пресс-формы, которые взаимодействуют с подающими пар и воду форсунками на основе компьютерных программ.
Как производятся резинотехнические изделия?

Это комбинированные изделия, которые получаются путем соединения тканевых материалов с каучуковой смесью. В процессе изготовления резинотехнической продукции нередко используется паронит – гибридный материал, получаемый путем соединения термостойкой резины и неорганических наполнителей. Далее заготовка проходит обработку вальцеванием и вулканизацию. Получают резинотехнические изделия и с помощью шприц-машин. В них на заготовки оказывается термическое воздействие, после чего осуществляется пропуск по профилирующей головке.
Оборудование для процессов изготовления резины
Полный производственный цикл осуществляет целая группа машин и агрегатов, выполняющих разные задачи. Один лишь процесс вулканизации обслуживают котлы, прессы, автоклавы, форматоры и другие устройства, обеспечивающие промежуточные операции. Отдельный установки применяют для пластификации – типовая машина такого типа состоит из шипованного ротора и цилиндра. Вращение роторной части производится посредством ручного привода. Не обходится производство резины без варочных камер и каландровых агрегатов, которые осуществляют раскатку каучуковых смесей и термическое воздействие.

Заключение
Процессы изготовления резиновых изделий во многом стандартизированы как в плане механической обработки, так и в части химического воздействия. Но даже при условии использования одинаковых производственных аппаратов характеристики получаемых изделий могут быть разными. Это доказывает и резина отечественного производства, предлагающая разные наборы эксплуатационных свойств. Наибольшую долю резиновой продукции в российском сегменте промышленности занимают автомобильные шины. И в этой нише особенно ярко проявляются способности технологов к гибкой модификации составов в соответствии с жесткими требованиями к конечной продукции.
businessman.ru
обзор различных станков и мини-заводов для утилизации резины
С каждым годом все больше ужесточаются законы, защищающие окружающую среду и экологию. Не так давно стало полностью запрещено захоронение резины и автомобильных покрышек. Эти реформы должны стимулировать развитие такой отрасли, как вторичная переработка сырья. Многие уже сегодня приобретают специализированное оборудование для переработки шин, зарабатывая на этом хорошие деньги. Вторичный материал можно использовать во многих отраслях промышленности.
Область применения вторичного сырья
Существует несколько направлений утилизации старой резины: пиролиз и измельчение в крошку. Их отличие состоит в оборудовании, энергетических затратах, размерах начального капитала и способе реализации продукции. При пиролизной технологии резина нагревается до 450−500 градусов. При этом выделяется:
- Синтетическое топливо в жидком виде, которое используется для отопительных установок и котлов. При его последующей перегонке получаются различные углеводородные фракции — дизельное топливо, смола, бензин и мазут.
- Технический углерод, который используется в виде адсорбента, основы для битумной мастики, наполнителя при изготовлении резиновых изделий, красителя в лакокрасочном производстве.
- Газ, который используют при повторном сжигании в пиролизных установках.
 Зачастую шины производятся из высококачественной резины, которая даже после измельчения продолжает сохранять свои свойства: устойчивость к химическим воздействиям, эластичность и прочность. При переработке резины в крошку основным материалом являются различные фракции диаметром от 0,25 до 5 мм.
Зачастую шины производятся из высококачественной резины, которая даже после измельчения продолжает сохранять свои свойства: устойчивость к химическим воздействиям, эластичность и прочность. При переработке резины в крошку основным материалом являются различные фракции диаметром от 0,25 до 5 мм.
Полученный материал используется при производстве различных изделий:
- резиновая плитка для покрытия детских площадок стадионов и др;
- наполнитель для спортивного инвентаря;
- подошва для резиновых сапог и другой обуви;
- железнодорожные переезды, «лежачие полицейские»;
- отбойники, бампера, коврики и другие резиновые изделия для автомобилей;
- подкладки для шпал на железной дороге.
Кроме этого, в покрышках содержится текстильный корд, который во время пиролизной обработки сжигается, а при измельчении резины в крошку отсеивается, а затем применяется в строительстве (для утепления, шумоизоляции, при изготовлении армированного бетона).
Стальной компонент покрышек отделяется от резины и используется в качестве армирующей добавки к бетону при строительстве дорог или в качестве сырья для последующей переплавки.
Следует отметить, что переработка резины любым из описанных способов является безотходным процессом. В итоге получается востребованная в промышленности продукция.
Пиролиз шин
Процесс переработки покрышек таким образом происходит без доступа воздуха. Из одной тонны получается приблизительно 500 кг углеводородной жидкости, по 200 кг газа и технического углерода, а также 100 кг металла. Многие люди, знающие химию, могут озадачиться вполне логичным вопросом: куда девается сера, если в составе присутствует не более 10% диоксида кремния. Все довольно просто — основная часть превращается в сероводород (сильный яд), содержащиеся в пиролизных газах. Из оставшейся части получается сероуглерод и другие соединения, которые перемещаются в жидкую фракцию.
В конце остается технический углерод, содержащий сульфиды металлов. Именно в этом остатке и находится диоксид кремния.
 В конце остается технический углерод, содержащий сульфиды металлов. Именно в этом остатке и находится диоксид кремния.
В конце остается технический углерод, содержащий сульфиды металлов. Именно в этом остатке и находится диоксид кремния.Более сложная ситуация состоит с полихлоридами. Одна их часть переходит в остаток, а другая — образует вещества под названием диоксины, которые можно встретить во многих продуктах.
Следует отметить, что ни один ответственный производитель не станет использовать технический углерод, но и закопать его нельзя. Получается, что при такой переработке появляется множество новых проблем. Их можно решить, но на это требуются значительные капиталовложения. Следовательно, появляется вопрос рентабельности этого способа без государственного участия.
Измельчительное оборудование
 Способ производства резиновой крошки из автомобильных покрышек представляет собой последовательное измельчение сырья на маленькие кусочки, которые затем перетираются в мелкодисперсные фракции. Сегодня производители предлагают большой выбор оборудования для создания резиновой крошки, цены зависят от мощности и производительности.
Способ производства резиновой крошки из автомобильных покрышек представляет собой последовательное измельчение сырья на маленькие кусочки, которые затем перетираются в мелкодисперсные фракции. Сегодня производители предлагают большой выбор оборудования для создания резиновой крошки, цены зависят от мощности и производительности.
Одновальный шредер
Принцип работы такого станка для переработки шин состоит в том, что сырье измельчается специальным режущим валом, который работает на низких оборотах. Устройство последовательно поднимается и опускается. Его работа выглядит таким образом:
- Шины подаются в камеру устройства загрузки, а затем с помощью гидравлического пресса попадают на вращающиеся ножи.
- Пресс движется сверху вниз, затем по достижении максимального давления на вал возвращается в исходное положение.
- Измельченный материал продавливается через специальное сито, которое размещается под валом.
Следует отметить, что на этом устройстве ножи делаются двусторонними, чтобы после износа одной грани, их можно было перевернуть и использовать вторично. Эта особенность увеличивает срок службы шредера. Можно выделить ряд преимуществ использования этого устройства:
- легкая эксплуатация;
- возможность перерабатывать покрышки большой толщины;
- простота конструкции;
- возможность использовать устройство как индивидуально, так и включив его в производственную линию.
Двухвальный агрегат
Такое оборудование для переработки резины используется для изготовления кусочков размером не больше, чем 5 на 5 см. Особенностью устройства является то, что оно может перерабатывать резину как с легковых, так и грузовых автомобилей. Принцип работы состоит в следующем:
- Сначала покрышка подается в специальную камеру для приема сырья. Окно большого размера позволяет загрузить шину полностью. Единственное условие — предварительно нужно извлечь корд.
- Измельчительные валы вращаются противоположно друг другу. Размещенные на роторах крюки захватывают резину, разрывая ее на части.
- Затем измельченный материал просеивается через сито, которое представлено в виде крутящегося барабана. Частицы большого размера автоматически забрасываются в камеру для повторной резки.
- Готовое сырье сортируются на фракции, а затем попадает на транспортерную ленту и отправляется на фасовку.
 Сначала покрышка подается в специальную камеру для приема сырья. Окно большого размера позволяет загрузить шину полностью. Единственное условие — предварительно нужно извлечь корд.
Сначала покрышка подается в специальную камеру для приема сырья. Окно большого размера позволяет загрузить шину полностью. Единственное условие — предварительно нужно извлечь корд.Использование двухвальных станков при изготовлении резиновой крошки имеет ряд преимуществ. Некоторые из них:
- возможность работы с крупногабаритным сырьем;
- отсутствие надобности перетачивать лезвия на ножах при переустановке.
 Производственная мощность устройства напрямую зависит от заданных параметров конечной продукции. Например, при производстве кусков размером 5 на 5 см мощность одного станка составляет 2 тонны в час и более, при измельчении до меньших размеров — до 2 тонн в час.
Производственная мощность устройства напрямую зависит от заданных параметров конечной продукции. Например, при производстве кусков размером 5 на 5 см мощность одного станка составляет 2 тонны в час и более, при измельчении до меньших размеров — до 2 тонн в час.
Персонал, который обслуживает станки, необязательно должен обладать какими-то специальными навыками. Для работы на этом устройстве необходимо два работника: первый загружает сырье, второй — принимает готовую продукцию.
Специальные установки
Работу таких измельчительных агрегатов можно рассмотреть на примере устройства от компании «Техноресурсы». Установка представлена в виде вращающейся коронки. На ней расположены 25 ножей, которые автоматически подводятся к покрышке. Последняя зажимается в специальном патроне. Процесс переработки следующий:
- Сначала покрышка подается к зажимному барабану.
- Затем ее нужно установить и зафиксировать. Это можно сделать как ручным, так и механическим способом (при помощи подъемного механизма).
- После установки шины проводится включение прибора и начинается вращение барабана. Системой предусмотрено 3 скорости ротора. Их выбор зависит от наружного диаметра изделия.
- Коронка начинает приближаться к барабану, вращаясь в обратную сторону от него. Скорость ее движения задает обслуживающий персонал, она варьируется в зависимости от требуемой величины готовой продукции: чтобы получить более мелкую крошку, необходимо задать минимальную скорость движения.
Снятие резины с шины начинается от внешнего слоя и осуществляется до достижения корда. Если последней состоит из текстиля, его можно измельчить вместе с резиной. Металлическая конструкция является ограничением. По достижении этой черты запрещается использовать установку. Этот вид оборудования имеет ряд преимуществ:
- способен заменить целую измельчительную линию;
- имеет конкурентную цену;
- удобно транспортируется;
- быстро монтируется;
- моментально подключается к энергоснабжению;
- перерабатывает покрышки разных размеров;
- имеет малый срок окупаемости.
Обслуживание устройства производится одним человеком. Технология проста, поэтому рабочему не требуется дополнительных навыков и обучения. Производственная мощность устройства составляет 34 тыс. кг чистой крошки в месяц.
Комплексные линии
 Подойти к вопросу измельчения покрышек можно комплексно с помощью специализированных линий. Множество производителей предлагают различное оборудование, которое практически не отличается друг от друга. Зачастую их комплектация следующая:
Подойти к вопросу измельчения покрышек можно комплексно с помощью специализированных линий. Множество производителей предлагают различное оборудование, которое практически не отличается друг от друга. Зачастую их комплектация следующая:
- приспособление для удаления борткольца;
- специальная гильотина для разрезания шин на ленты;
- станок для выдавливания металлического корда;
- вальцы для производства крошки;
- магнитные и воздушные сепараторы;
- вибросито.
Технология переработки шин заключается в последовательном выполнении устройством определенных действий. Поэтапный процесс:
- Сначала покрышки разделяются по весу и диаметру, затем очищаются от крупных загрязнений.
- Шину зажимает тисками, чтобы отделить от резины борткольцо.
- После этого происходит нарезка лент шириной примерно 4 см.
- Далее полосы разделяются на заготовки.
- Последние измельчаются в крошку, а затем подаются на транспортерную ленту.
- Следующим шагом является очистка крошки в сепараторах. С помощью магнитных полей, которые создаются самим устройством, частицы металлокорда отделяются от общей массы. В воздушном сепараторе с помощью вихревых потоков окончательно отделяются посторонние примеси от резины.
После обработки в сепарационных камерах крошка сортируется по размерам. Готовую продукцию упаковывают, а затем отправляют на реализацию. Слишком крупные части возвращают на транспортер, а затем измельчают повторно. Такая линия может производить не менее 500 кг продукции в час. Для обслуживания оборудования нужно 2−3 человека, при этом специальных навыков не требуется.
Использование мини-заводов
 Оптимальный вариант для тех, кто планирует в больших масштабах перерабатывать сырье — приобретение мини-завода в качестве оборудования для утилизации шин. Такое производство будет способствовать не только личному экономическому эффекту, но и общественному. Последний обусловлен тем, что будут созданы рабочие места, тем самым произойдет снижение социальной напряженности. Использование такого оборудования имеет ряд преимуществ:
Оптимальный вариант для тех, кто планирует в больших масштабах перерабатывать сырье — приобретение мини-завода в качестве оборудования для утилизации шин. Такое производство будет способствовать не только личному экономическому эффекту, но и общественному. Последний обусловлен тем, что будут созданы рабочие места, тем самым произойдет снижение социальной напряженности. Использование такого оборудования имеет ряд преимуществ:
- малые затраты энергии, следовательно снижается себестоимость готовой продукции;
- компактность оборудования;
- удобство в обслуживании;
- даже при настройке производства в один цикл в итоге получается высококачественный продукт.
 Компактные мини-заводы могут перерабатывать до 350 кг крошки. Продукция, изготовленная таким устройством, обладает высоким качеством, следовательно, большей ценностью для конечного потребителя. Работа устройства состоит из следующих этапов:
Компактные мини-заводы могут перерабатывать до 350 кг крошки. Продукция, изготовленная таким устройством, обладает высоким качеством, следовательно, большей ценностью для конечного потребителя. Работа устройства состоит из следующих этапов:
- Сначала работники визуально осматривают сырье на наличие примесей, которые способны вывести установку из строя.
- Затем покрышки с легковых автомобилей помещаются в загрузочную камеру целиком, более крупные — измельчаются ручными инструментами.
- После этого резина шинкуется с помощью шредеров на мелкие фракции. На этой же стадии сырье очищается от примеси металла.
- По окончании процедуры материал подается в отсек, где вращающиеся ножи измельчают его до требуемых размеров. Оператор может запустить опцию для очистки резины от металлического корда.
- После этого резина поступает в сепаратор, где происходит окончательная очистка.
- Готовая продукция пропускается через вибросито, где сортируется по фракциям.
Оборудование для переработки покрышек — находка для тех, кто желает заняться бизнесом по переработке вторичного сырья. Сегодня существует множество различных станков и линий, которые можно приобрести, опираясь на собственные предпочтения и финансовые возможности.
vtothod.ru
Оборудование + Технология изготовления 2019
Несмотря на то, что на дворе XXI век, резина, как и 100 лет тому назад остается достаточно востребованной и используется во многих отраслях промышленности и человеческой деятельности. Открытие человечеством резины произошло, скорее всего, на американском материке ещё в доколумбовый период. Когда путешественник впервые посетил поселение коренных жителей, он заметил, что те использовали что-то наподобие мячей, только отскакивали они от земли гораздо лучше европейских кожаных мячей. Кроме того, данный материал использовался для герметизации днища лодок и подошв обуви. Оказалось, что коренные жители Центральной Америки умели добывать каучук, с которого и состоит резина. Нет сомнений, что испанцы использовали данный материал для своих потребностей, однако, завозиться в Европу в массовом порядке он не стал. Массовость получил каучук только через два с половиной столетия – в первой половине XVIII века, когда французский путешественник привез каучук во Французскую Академию Наук. Тогда каучук не получил широкой популярности, то ли дело сейчас! О том, как же производится резина давайте с вами и поговорим.
Технология производства резины
После того, как использование резины стало широко применяемым, то природные источники каучука не могли больше покрывать растущие потребности человека. Необходимо было найти способ синтетически получить каучук, поскольку использование плантаций уже не оправдывало себя. Проблема дополнялась также и тем, что монополистами плантаций были несколько государств, которые не были заинтересованы в изобретении нового способа производства каучука. В 1839 году американский исследователь Гудьир Чарльз нашёл способ термальной стабилизации эластичности каучука. Для этого необходимо было просто напросто добавить в каучук серу и начать подогревание. Сегодня этот метод известен практически всем и имеет название вулканизация. Продукт, который получили в процессе вулканизации, назвали резиной. После открытия Гудьиром резины, данный материал стал широко использоваться в машиностроении в качестве различные уплотнителей и рукавов и в зарождающейся электротехнике, индустрия которой остро нуждалась в хорошем изоляционном эластичном материале для изготовления кабелей.
Прорезиненная ткань изготавливается из льняной, хлопчатобумажной или синтетической ткани, пропиткой резиновым клеем (резиновая смесь, растворённая в бензине, бензоле или другом подходящем легколетучем органическом растворителе). После того как растворитель испарится, мы получает прорезиненную ткань. Для того, чтобы изготовить уплотнительную прокладку трубопровода жидкостей и газов, которые работают при высоких температурах, применяется паронит, который получается при смешивании термостойкой резины с неорганическими наполнителями (асбестовыми волокнами, оксидом свинца). Приготовленную смесь разбавляют до нужной консистенции бензином, прокатывают через вальцы и вулканизируют. Паронит выпускается в виде листов толщиной от 0,2 до 6 мм. Для получения резиновых трубок и уплотнителей с различными профилями сырую резину пропускают через шприц-машину, в которых разогретая (до 100-110°) смесь продавливается через профилирующую головку. В результате получают профиль или трубу, которую кладут в пресс-форму и затем вулканизируют при помощи вулканизационного пресса.
Изготовление дюритовых рукавов — резиновых шлангов, армированных волокнистой или проволочной оплёткой происходит следующим образом: из каландрованной резины необходимо вырезать полосы, и накладывать их на металлический дорн. Наружный диаметр изделия должен составлять такое же значение, как и диаметр изготовляемого рукава. Края полос необходимо смазать резиновым клеем и прикатить роликом, затем необходимо наложить один или несколько парных слоев ткани либо оплести металлической проволокой и промазать их резиновым клеем. После этого наступает черед обработки изделия в автоклаве.
Оборудование для производства резины + видео как делают
Как мы уже отметили, производство резины осуществляется благодаря одному из основных процессов, связанным с каучуком – вулканизацией. Вулканизация — это подогревание каучука и серы. Следовательно, для получения резины, нам необходимо иметь специальные котлы, которые подходили бы для вулканизации. Стоит отметить, что данный процесс достаточно токсичен, поэтому, лучше всего выбирать котлы закрытого типа. Кроме того, важно правильно подобрать и разновидность серы, чтобы получить только лучший результат от производства резины.
Видео как делают резину:
Скажем, что при правильной постройке бизнес-плана, а также продуманным закупкам, можно достичь достаточно неплохой показатель по части рентабельности. Такое производство начнем окупаться с первых же дней существования, а прибыль позволит расширить производство и освоить новые технологии.
Загрузка…moybiznes.org
Производство Шин Автомобильных и Технология Изготовления

Автомобильные шины – это неотъемлемая часть автомобиля. И ее качество при изготовлении очень важно и не только для водителя автомобиля, но и для его производителя, ведь от этого зависит репутация самого производства. При этом стоит заметить, что на сегодняшний день существует как минимум три разновидности автомобильных шин. Это летние, зимние шины и, конечно же, демисезон. Все они используются для одного транспорта, но имеют несколько разный и внешний вид и в некоторой степени даже несколько разный технологический процесс.
Самые знаменитые производители
На сегодняшний день самыми известными производителями шин во всем мире считаются такие производители, как Michelin (к нему же принадлежат и бренды Kleber, BFGoodrich), Bridgestone (к нему же относятся и бренды Lassa, Firestone, Winterforce, Fuzion) и финская Nokian. Также стоит отметить и GoodYear, Continental, Pirelli, Hankook, Yokohama, Cooper, Kumho,Toyo и многие другие.
Сырье для изготовления
На сегодняшний день количество производителей шин, как отечественного, так и зарубежного производства просто поражает, и иногда конечный покупатель несколько растерян в правильном выборе обуви для своего боевого коня. Но все же если посмотреть на процесс производства шин, то можно увидеть, что какой бы производитель не изготовлял для нас данные шины, все же материал для производства данного используется один и тот же. И это резина. Для ее производства в большинстве случаев используют натуральный или синтетический каучук, а также автокорд.
Стоит отметить, что при производстве шин в обязательном порядке нужно использовать только высококачественную резину, так как именно от качества резины для шин, будет зависеть устойчивость автомобиля при самых разнообразных погодных условиях, качество сцепления шин с дорожным покрытием не зависимо от его состояния и многое другое.
Технология производства шин
Непосредственное производство шин начинается с изготовления специальной резиновой смеси, которая впоследствии и будет использоваться для изготовления шин для автомобилей. В состав данной резиновой смеси в зависимости от технологии ее производства может входить до десятка различных химикатов. Кроме этого в резиновую смесь, которая производится специально для автомобильных шин, могут также добавляться и некоторые другие компоненты, в частности различные красители и многое другое. В некоторых случаях данные компоненты поступают на производство уже готовыми к использованию. Именно данная резиновая смесь будет использоваться для изготовления различных заготовок. Но перед изготовлением заготовок она проходит специальную технологию смешивания составляющих частей, после чего охлаждается и разрезается на специальные листы, которые впоследствии превратятся в самые разнообразные части автомобильных шин. Заготовки, которые формируются из резиновой смеси, являются самыми разнообразными частями будущей шины – это и боковые ее части, и протекторы и многое другое. Стоит отметить, что те части, шины которые будут впоследствии соприкасаться с дорогой, делаются в последнюю очередь с помощью метода вулканизации. При этом именно данный процесс позволяет получить именно тот неповторимый рисунок протектора, который мы очень часто видим на колесах автомобиля. Особого внимания заслуживают изготовление зимних шин, так как именно в этот период случаются самые непредвиденные ситуации на дорогах. Также во время производства заготовок должны в обязательном порядке учитываться и типоразмер будущей шины, это обусловлено тем, что у разных производителей автомобилей разные типоразмеры шин.
После того как из резиновой смеси были изготовлены самые разнообразные детали шины, ее отправляют на станок, где происходит непосредственная сборка шины для автомобиля. При этом стоит отметить, что весь процесс изготовления шины автоматизирован, и участие человека сводится лишь к тому, чтобы следить за правильностью работы тех установок, которые участвуют в производстве.
Видео о том, как делают покрышки на заводе Michelin:
Очень важным процессом в изготовлении шин для автомобилей является процесс проведения контроля над качеством производимой продукции. Если в процессе проведения такого контроля были обнаружены даже самые не существенные дефекты той или иной шины, она в обязательном порядке возвращается на переработку и ни в коем случае не может попасть в розничные сети магазинов для автолюбителей. Нужно сказать, что во время данной проверки автомобильных шин для контроля используются не только визуальный осмотр, но и некоторые другие методы. В частности в некоторых случаях может использоваться и рентген. Кроме этого существуют специальные машины, которые проводят все необходимые тесты, которые позволяют определить, насколько шина того или иного типа соответствует стандартам качества.
Загрузка…moybiznes.org
Мини завод для переработки шин в крошку
Заказать
Мини завод по переработке шин в крошку «ATR-300» — идеальное решение по цене и качеству, для предприятий находящихся в небольших городах, а также для предприятий производящих резиновую плитку.
Производительность и компактность установки «ATR-300» позволяет осуществлять переработку изношенных покрышек в малых городах и населенных пунктах. Производя до 350 килограмм резиновой крошки в час. Перерабатывая грузовые и легковые автопокрышки, данная линия позволит вам с легкостью занять лидирующие позиции в своем регионе, обеспечив высокую рентабельность, быструю окупаемость и гарантированный выпуск высококачественной и востребованной резиновой крошки.
Установка по переработке изношенных шин «ATR-300» перерабатывает изношенные шины путем механического дробления. При данном способе переработки шин, резиновая крошка не теряет своих физико-математических свойств, что отражается на её стоимости и качестве, в отличие от тёртой или вальцованной крошки. Оборудование для переработки шин «ATR-300» — высоко востребованный и покупаемый комплект оборудования среди наших клиентов.
Мы не просто предлагаем оборудование по переработке шин, мы предлагаем идеальное решение малобюджетным организациям приобретать высокотехнологичное, реально работающее оборудование, взамен не работающих и малоэффективных китайских или других аналогов.
Принцип работы линии для переработки шин в крошку «ATR-300»
1) На первом этапе шина проходит детальный осмотр на отсутствие шипов и других не пригодных к переработке элементов.
2) На втором этапе происходит резка грузовых шин на мелкие сегменты, примерно 20х20см, легковые колеса подаются целиком.
3) После разрезания получившиеся сегменты подаются по конвейеру в шредерную установку, для измельчения в более мелкую чипсу, происходит удаления бортовой проволоки и иных металлических включений из состава резины.
4) Перерабатываемый материал подается в роторную дробилку для измельчения до конечной фракции, с дополнительным этапом очистки от металлического корда.
5) Доведенный до конечной фракции материал проходит через систему сепарирования, для удаления из его состава текстильного корда, с еще одним этапом отделения металлического корда.
6) После конечной очистки материал подается на круглое вибросито, на котором происходит сортировка резиновой крошки на фракции.
Расположение линии по переработке шин ATR — 300
Технические характеристики и требования к линии «ATR-300»
Требования к помещению | |
Занимаемая площадь (без учета складских площадей) | 80 кв.м |
Высота | 4,2 м |
Ширина | 4,5 м |
Длина | 20 м |
Рекомендуемый режим работы линии «ATR — 300» | 2 смены по 10 — 12 часов, с учетом технического обслуживания |
Температурный режим | от 0 до +40С° |
Электрическая мощность (необходимая) | 160 кВт |
Средний уровень электропотребления | 80-120 кВт/ч |
Производительность линии на входе | до 500 кг сырья/час |
Производительность линии на выходе | до 350 кг крошки/час 3 фракции от 0 до 5 мм |
Выход текстильного корда | до 80 кг/час |
Выход металлического корда | до 100 кг/час |
Годовая мощность переработки шин при загрузке 360 дней в году по 20 часов в сутки | до 4000 тонн покрышек |
Максимальный диаметр шин | 1200 мм |
Количество персонала в смену | 3 — 4 человека |
Комплектация поставки оборудования по переработке шин в крошку «ATR-300»
Наименование | ATR 300 | |
1. | Шредер для дробления шин | 1 |
2. | Выдёргиватель бортовых колец | 1 |
3. | Гильотина для резки автошин | 1 |
4. | Загрузочный ленточный транспортер | 1 |
5. | Транспортный вентилятор | 3 |
6. | Система магнитной сепарации | 3 |
7. | Циклоны сборники малые | 2 |
8. | Система пневмотранспорта | 1 |
9. | Система транспортировки потоков | 1 |
10. | Комплекс роторной дробилки | 1 |
11. | Система вибросит | 2 |
12. | Циклон сборник | 1 |
13. | Система пылеудаления | 1 |
14. | Электрооборудование, проводка, электрика и другое | 1 |
15. | Система связующих металлоконструкций и защиты | 1 |
16. | Ленточный транспортер для металлического корда | 1 |
17. | Техническая документация, паспорт, руководство по эксплуатации | 1 |
Для нас очень важно не только долгосрочное сотрудничество, но и возможность предоставить имеющиеся профессиональные знания и информационную поддержку потенциальным партнёрам и клиентам. Для того чтобы более подробно изучить характеристики линии «ATR 300» и получить коммерческую часть, просим Вас связаться с нами или сделать запрос в адрес нашей компании.
Оборудование для переработки шин в резиновую крошку
alfaspk.ru